今天和大家分享一期关于刀柄接口的文章(BT/BBT/HSK)
刀柄是将切削刀具连接到机床上的工具,它们的作用是作为切削工具和机床之间的接口。
刀柄的性能直接影响加工精度。为了充分展示机床和切削工具的性能,刀柄必须具有跳动精度、刚度(抗变形性)和高夹持力。即使主轴高速旋转,刀柄也必须满足这些要求,而不会被离心力或其他外力所影响。跳动精度是衡量工具旋转偏离工具中心轴的程度。跳动精度越高,意味着刀具的抖动越小,加工精度越高。
刀柄由标准根据形状和尺寸进行定义。加工中心有BT、BBT、HSK等,车床、车削中心和基于车床的多任务机有CAPTO接口(山特维克专属)。
1
关于BT刀柄的接口

BT代表“莫式锥度”,并用锥形柄进行标记。它是通过将其连接到加工中心的主轴上来使用的。BT柄最初在日本开发,并在世界各地的制造现场广泛使用。
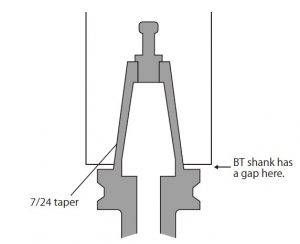
锥度的尺寸是固定的,是7/24锥度,其中直径在24mm轴向方向上小7mm。根据锥度最大部分的直径长度,有BT30、BT40和BT50等标称数字。
DIN2080 NT锥柄,锥度7/24,用于手动换刀的老式机床,锥度部分标准与其他7/24锥柄一样。
2
关于BBT刀柄的接口

BBT刀柄是由日本刀柄制造商大昭和独立开发的标准。第一眼很难区分BBT柄和BT柄,但最大的区别是BBT柄是双接触主轴系统。“双接触”是指柄部同时接触主轴锥度和主轴表面。
对于BT柄,只有锥柄部分与主轴紧密接触,柄端面与主轴端面之间存在间隙。在这种情况下,当主轴高速旋转时,主轴孔由于离心力而变大,导致刀柄被拉入主轴孔,这会改变刀具的位置,并可能对加工精度产生负面影响,尤其是在Z轴方向上。
另一方面,对于BBT柄,柄端面和主轴端面紧密接触,因此柄不会被拉入主轴孔中,并且即使在高主轴速度下也可以高精度地进行加工。由于两个表面紧密接触,BBT柄比BT柄更坚硬,并且可以控制加工过程中的振动。BBT柄也可以与BT柄互换使用,使其易于使用。
PS:这里仅仅是是对BT刀柄和BBT刀柄做一个区分描述,相比较而言BT接口的刀柄会比BBT接口刀柄通用很多。
3
关于HSK刀柄的接口

HSK是德国开发的一种用于高速旋转的刀柄标准。HSK在德语中代表“Hohlschäfte Kegel”,意思是空心杆锥柄。
HSK柄具有较短的整体支架长度和中空的内部结构,该结构重量轻,以支持高速主轴旋转。锥度的大小是固定的,并且采用1/10锥度,其中在轴向方向上直径比10mm短1mm。由于锥形部件和柄的端面与主轴紧密接触的双接触系统,它提供了高刚度。还规定了柄的尺寸,使用了六种主要类型:25、32、40、50、63和100。数字越小,表示刀柄尺寸越小。
刀柄种类也很多,热缩、液压、ER刀柄等,下一期我们继续来详细来探讨。