2024-04 录入机床新闻资讯,资讯索引,机床资讯索引,机床新闻索引
https://www.158jixie.com
-
台湾福硕硬轨车床系列之一
台湾福硕硬轨车床系列之FBL-230/MC/200L产品特色:
1、专攻汽机车零件及一般锻铸加工,针对断续切削特性而设计。
2、FBL-230 系列具有肋铸铁整体底座,可为重型加工提供强大的支撑和出色的阻尼吸收。
3、动力铣削系统BMT55,采用目前最新型选刀速度最快的伺服刀塔、三片式离合齿定位、油压快速锁定,换刀时间 (邻刀) 仅需0.2秒,动力铣削之钻孔能力、攻牙能力、端铣能力提供高效能加工整合。
-
台湾福硕车铣复合机系列
台湾福硕车铣复合机系列之FNL-220Y/ LY/ LSY/ LS/ LSMC产品特色:
1、搭配滚柱线轨之双30度斜背式床身结构,具低摩擦、高刚性及耐重切削能力等特性,可有效减少机台震动、迟滞问题。
2、为确保机台高速加工时,仍能维持机台加工的精度和质量,使用Bosch Rexroth滚柱滑轨系统,具有接近硬轨的高刚性,以及线轨快速移动运转的优点。
3、配备12/16刀位强劲BMT-45伺服刀塔,可用于重切削,绝佳刚性结构以满足严格加工要求。所有刀位皆可执行动力切削,最高转速可达6000RPM。
-
台湾福硕大型车床系列
台湾福硕大型车床系列之FBL-510/ 520/ 530/ 540/ MC产品特色
1、强大四段变速之齿轮式主轴,能将45kW主轴马力大幅提升,并可承载大直径重切削。主轴采用大通孔设计Ø196mm可适合各种类型工件加工。
2、斜背式床身结构低重心设计,大型工件装卸容易,亦能将铁屑快速排屑,避免铁屑堆积于床身产生热位移。
3、尾座提供MT6旋转心轴,不必再选用回转顶针,亦能提升支撑工件刚性……
-
-
意大利RALC自动棒料切割机Aries系列下料机
Aries锯床被公认为目前市场上切管机系列中的顶级产品。它专为在切割长度大于一米时实现最佳性能而设计,具有坚固的结构和特别精确的机械结构,再加上领先的软件,使其不仅是一台性能极高的锯床,而且是一台特别精确的锯床。
-
-
台湾福硕铝合金轮圈加工机系列
台湾福硕铝合金轮圈加工机系列之FBL-300 W 17/ 20产品特色:
1、专攻13~20”铝圈加工扭力特性,遇到材质不均时切削不失速,确保加工纹路均匀。
2、配置强力型油压刀塔,提供高强度切削负荷,内部机件强韧,绝对符合高性能的严苛要求。
3、主轴回转精度0.003mm以内,特殊多层迷宫圈设计防止主轴进水。
-
德国兹默曼复合材料龙门五轴加工中心
FZ32是我们的下一代FZP生产线5轴龙门架,用于加工铝、纤维复合材料、塑料和树脂。特别坚固和新开发的中心引线门户使我们能够满足航空航天和模型/模具制造行业不断增长的需求。
-
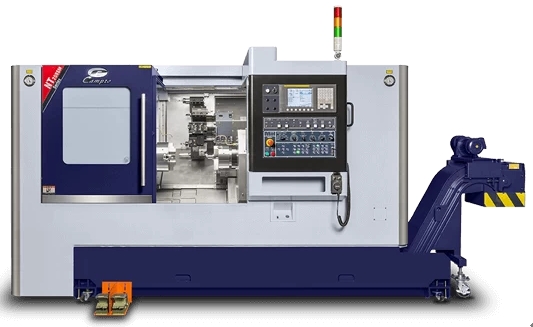
台湾凯柏CNC车铣复合加工机NT系列之三
台湾凯柏CNC车铣复合加工机NT系列之NT-2510Y产品特点:
1、正交Y轴结合BMT动力刀塔与副主轴,提供复杂工件之加工能力,且能降低加工误差;正交Y轴可藉由伺服补偿确保优异定位精度。
2、结构设计运用3D模块输出,辅以CAE软件萃取动刚性、静刚性,偕同质量工程与参数化手法验证出最佳的设计尺寸,有效增加机台整体可靠度,提高切削移除率增加整体效能表现。
3、30°斜背一体式硬轨床身,能保持良好的排屑性与减少加工时的震动,提供高刚性与热稳定性,更大重切削与更小刀痕。
-
挤压丝锥的底孔该如何加工
挤压丝锥是一种先进的无屑成型螺纹加工刀具,加工后螺纹精度高,被广泛应用在汽车、航空、电子等精工行业。由于挤压成型无切屑干扰,因此加工螺纹精度可高达4H,螺纹表面粗糙度可达Ra0.3左右。
-
-
-
埃福思非球面磨床ASG1000-600
非球面磨床ÅFiSy ASG1000-600采用高精度大理石床身,高性能磨削电主轴,磨削液全自动恒温循环控制,设备具备5轴5联动功能,自主运动控制技术,最大可加工1000×600mm尺寸的工件,具备平面、球面、非球面、离轴面等不同面型光学元件磨削加工能力。
-
台湾凯柏CNC车铣复合加工机NT系列之二
台湾凯柏CNC车铣复合加工机NT系列之NT-208Y产品特点:
1、正交Y轴结合BMT动力刀塔与副主轴,提供复杂工件之加工能力,且能降低加工误差;正交Y轴可藉由伺服补偿确保优异定位精度。
2、结构设计运用3D模块输出,辅以CAE软件萃取动刚性、静刚性,偕同质量工程与参数化手法验证出最佳的设计尺寸,有效增加机台整体可靠度,提高切削移除率增加整体效能表现。
3、30°斜背一体式硬轨床身,能保持良好的排屑性与减少加工时的震动,提供高刚性与热稳定性,更大重切削与更小刀痕。
-
台湾凯柏CNC车铣复合加工机NT系列之一
台湾凯柏CNC车铣复合加工机NT系列之NT-208M产品特点:
1、优化的肋骨床身结构,提供重切削维护长期最佳精度表现。
2、30°斜背一体式硬轨床身,保持良好的排屑性与减少加工时的震动,提供高刚性与热稳定性,重切削小刀痕表现。
3、考虑不同的市场与使用者需求,以模块化的方式开发设计,可针对不同的需求来配置零组件。
-
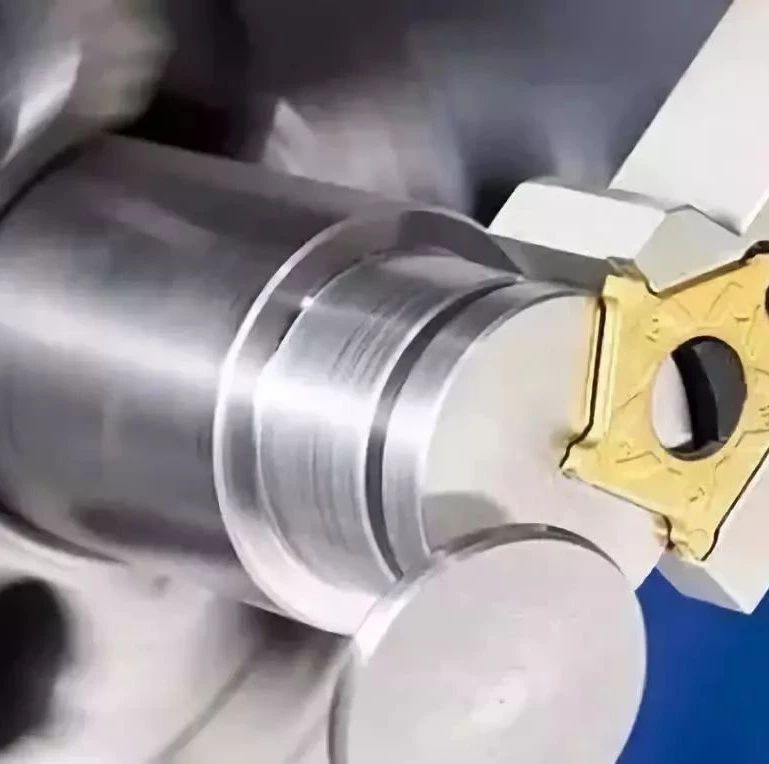
必须知道的车削速度和进给量的 3 个关键因素
在确定车削操作的适当车削速度和进给量以及切削策略的深度时,许多因素都会发挥作用。虽然下面列出了其中三个因素(我们认为最关键的因素),但请注意,还有许多其他考虑因素未列出,但也很重要。
-
-
S型工件检测五轴联动机床的精度性能
中国“S试件”五轴机床检测方法成为国际标准,提升了中国机床行业在该技术领域的国际标准话语权和国际影响力,打破了国外同行对高端机床制造企业的垄断,在中国机床行业国际标准化征程中具有重要意义。
-
-
台湾凯柏CNC车铣复合加工机CPL-MC系列之二
台湾凯柏CNC车铣复合加工机CPL-MC系列之CPL-3512MC(线轨)产品特点:
1、C轴搭配动力刀座MC系列,车铣复合机,仅需一次工件定位,即可完成车、铣、钻孔加工,省去重复上下料件的时间,降低人力与提升效率。
2、大马力AC主轴马达,高强度加工扭力表现,配合有效主轴头散热设计,使机台长保最加切削特性。
3、标准配备12刀德制伺服动力刀塔,提供精密定位;换刀0.2秒,有效提升加工效率。
共205条记录,每页显示20条,当前第8/11页
[首页] [上页] [5] [6] [7] [8] [9] [10] [下页] [尾页]