-
TR2135深孔钻镗床
158机床网——该机床可完成内孔的钻、镗、滚压、套料加工。
加工时,工件旋转、刀具进给、切削液冷通过授油器(或镗杆)进入切削液、排切屑的工艺方式。
机床的基本技术参数:
钻孔直径范围……………………………………φ40-φ80mm
镗孔直径范围…………………………………φ40-φ350mm
镗孔深度范围…………………………………500-2000mm
工件夹持直径范围……………………………φ60-φ450mm
中心高(从平导轨至主轴中心)……………………450mm
-
TR2150深孔钻镗床
158机床网——该机床可完成内孔的钻、镗、套料、滚压加工。(本机床可做套料加工工件)
加工时,工件旋转、刀具进给、切削液冷通过授油器(或镗杆)进入切削液、排切屑的工艺方式。
机床的基本技术参数:
钻孔直径范围:…………………………………… φ40-φ80mm
镗孔最大直径:………………………………… 500mm
镗孔深度范围:………………………………… 1-16m
工件夹持直径范围:…………………………………φ300-φ650mm
-
TR21100 深孔钻镗床
158机床网——该机床可完成内孔的钻、镗、套料、滚压加工。加工时,工件旋转、刀具进给,切削液冷通过授油器(或镗杆)进入切削区,冷却、润滑切削区并带走切屑。 钻孔时采用BTA内排屑的工艺方式。镗孔时采用向前(床头端)排切削液、排切屑的工艺方式。根据加工工艺的需要,可安装钻杆箱,刀具旋转。降低工件转速,提高加工效率,保证加工质量。
-
TR2225 TR2235 TR2250 深孔镗床
158机床网——1)该机床可完成内孔的镗、滚压加工。
2)加工时,工件旋转、刀具进给、切削液冷通过授油器(或镗杆)进入切削液、排切屑的工艺方式。
3)镗孔时采用向前(床头端)排切削液、排切屑的工艺方式。
4)根据加工工艺的需要,可安装镗杆箱,刀具旋转。降低工件转速,提高加工效率,保证加工质量。
-
深孔镗床
158机床网——该机床是专门加工圆柱形深孔工件的设备,如加工机床的主轴孔,各种机械液压油缸、汽缸圆柱形通孔、盲孔及阶梯孔等。机床不但可以承担钻削、镗削,而且还可以进行滚压加工,钻削时采用内排屑法。机床床身刚性强,精度保持性好。主轴转速范围广,进给系统由日本安川交流伺服电机驱动,能适应各种深孔加工工艺的需要。授油器紧固和工件顶紧采用液压装置,仪表显示,安全可靠。
该机床为系列产品,还可按用户需要提供各种变形产品
-
数控深孔钻床
158机床网——本机床是用于钻削三坐标或二坐标孔系的数控深孔加工设备。它是一种高效、高精度、高自动化的采用内外排削法(枪钻法)钻削小孔径的机床。通过一次连续钻削即可达到一般需要钻、扩、铰工序才能保证的加工质量。孔径精度IT7—IT9。表面粗糙度Ra3.2—0.04μm,孔中心线直线度每100mm长度≤0.05mm,它广泛地应用于塑橡模具工业的水孔、射销孔、电热孔,液压机械工业的阀、分配器泵体,汽车拖拉机工业的发动机缸体、供油系统零件、传动系统零件、转向机构壳体和转向轴,航天工业的推进器、着陆架,发电机工业的热交换等零件上深孔的加工
-
数控深孔镗床
158机床网——该机床是专门加工深孔类工件的设备,进给结构为双齿轮齿条传动,刚性好,加工范围大。主要功能有钻孔、镗孔(可镗削盲孔),可进行滚压加工,滚压后,粗糙度一般可以达到Ra0.4以下。钻孔采用BTA方式;镗孔采用推镗方式,授油器进油。工件的顶紧和授油器的夹紧均采用液压控制,安全可靠、操作方便。适用于各种液压油缸、主轴孔、汽缸孔、冷却孔的加工,适于大批或小批生产。
-
T2235深孔钻镗床
158机床网——该机床是专门加工圆柱形深孔工件的设备,如加工机床的主轴孔,各种机械液压油缸、汽缸圆柱形通孔、盲孔及阶梯孔等。机床不但可以承担钻削、镗削,而且还可以进行滚压加工,钻削时采用内排屑法。机床床身刚性强,精度保持性好。主轴转速范围广,进给系统由日本安川交流伺服电机驱动,能适应各种深孔加工工艺的需要。授油器紧固和工件顶紧采用液压装置,仪表显示,安全可靠。
-
T2180深孔钻镗床
158机床网——T2180深孔钻镗床主要用于大直径重型深孔零件的钻、镗削加工,机床配备钻镗杆箱,工件、刀具均可旋转,以适应不同加工工艺的要求,钻孔时采用BTA方式、镗削方式为推镗,机床可以实现授油器及镗杆尾端授油。可根据具体需要灵活地选择加工方式,机床应用范围广泛。
-
T2120深孔钻镗床
158机床网——该机床是专门加工圆柱形深孔工件的设备,如加工机床的主轴孔,各种机械液压油缸、汽缸圆柱形通孔、盲孔及阶梯孔等。机床不但可以承担钻削、镗削,而且还可以进行滚压加工,钻削时采用内排屑法。机床床身刚性强,精度保持性好。主轴转速范围广,进给系统由日本安川交流伺服电机驱动,能适应各种深孔加工工艺的需要。授油器紧固和工件顶紧采用液压装置,仪表显示,安全可靠。
-
石油钻铤专用深孔钻镗床
158机床网——该机床是为石油钻铤的内孔钻削加工而设计制造的专用深孔钻床。设计时充分考虑了石油钻铤深孔钻削加工的工艺性和特殊性,在保证加工质量的前提下,力求提高加工效率和机床操作的宜人性,装卸工件方便。
2)该机床适用于超长工件的深孔钻削加工,钻削内孔的长径比可达150―200。机床的最大钻孔深度为10米 至15米 。
-
贯穿式深孔钻镗床
158机床网——贯穿式深孔钻镗床该机床是专门加工圆柱形深孔工件的设备,如加工机床的主轴孔,各种机械液压油缸、汽缸圆柱形通孔、盲孔及阶梯孔等。机床主要用于镗削,而且还可进行滚压加工,镗削时采用前排屑。机床床身刚性强,精度保持性好,主轴转速范围广,进给系统由日本交流伺服电机驱动,能适应各种深孔加工工艺的需要。授油器紧固和工件顶紧采用液压装置,仪表显示,安全可靠。
-
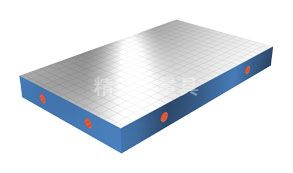
铸铁平尺,铸铁平行平尺
产品名称:铸铁工字型平行平尺
平行平尺图片:
工字(平行)型平尺:按JB/T7977-99标准制造,材料HT250,工作面采用刮研或精密磨削工艺,用于机床检验中检验不平度和不直度两个工作面是配合块规,千分尺,水平仪等仪器检验,不同高度,两导轨的平行和不连接导轨的水平,并可以配合直角尺,检验只用直角尺无法检验的两机件的垂直度的量具,还适用于设备安装和检查,使用温度(20±5)℃
工字(平行)型平尺规格:(mm)
500×35 750×40 1000×50 1200×50 1500×70 2000×80 2500×80 3000×100 3500×100 4000×10
>>返回查更多铸铁平工字型平行平尺
-
-
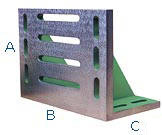
铸铁弯板
T型槽铸铁弯板 铸铁弯板
铸铁弯板规格(并按客户提供图纸或双方商订生产加工):
A B C
1500 800 800
1500 1200 800
1500 1250 800
1500 1500 800
2000 800 800
2000 1000 800
2000 1250 800
2000 1500 800
2500 800 800
2500 1000 1200
2500 1250 1200
2500 1500 1200
3000 800 1200
3000 1000 1200
3000 1250 1200
3000 1500 1200
-
花岗石构件
花岗石工作台 花岗石构件
花岗石机械构件 大理石机械构件
花岗石导轨 大理石机械导轨
-
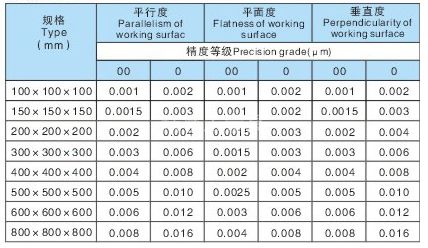
花岗石方筒
产品名称:花岗石方筒、大理石方筒
根据国家检定规格:JJG194-92制造。
花岗石方筒精密量具、大理石方筒,采用优质“济南青”石料经机械加工和手工精磨制成。黑色光泽、结构精密、经过亿万年的老化、质地均匀、稳定性好、强度大、硬度高、能在重负荷下保持高精度。并且具有不生锈、耐酸碱、耐磨性、不磁化、不变型等优点。
花岗石方筒适用于工业生产和实验室的测量工作。精度等级:000级、00级、0级、1级。
由於花岗石系非金属材料,绝无磁性反应,亦无塑性变形。其硬度比铸铁高2-3倍(相当於HRC>51),因此精度保持性好。在使用中岩石工具即使遭重物磕碰,至多掉几粒石碴而已,而不会像金属工具那样,因变形而破坏精度。其优於优质铸铁和钢材制作的精密测量基准零件,可以获得高而稳定的精度。
规格 :150mm2×500mm-2000mm
说明 :可按客户要求加工订做
-
-
TGX4145B单轴坐标镗床
158机床网—— 1.1 本系列机床系高精度立式单柱坐标镗床,可用于钻孔、镗孔,中等负荷铣削、刻线、刻度、划线及测量等工作。
1.2 适用于机械、能源、车辆、量仪、电讯、轻工、海洋工程等制造部门,是加工车间、工具车间、实验室等单位不可缺少的关键设备,既能满足成批生产,亦能适应单件试造的各种生产方式的要求,性能可靠,操作方便。
1.3 数显与光学坐标镗床的区别:采用高精度线尺作定位元件,配光学影屏读数系统的机床型号称TG4132B、TG4145B;提供光栅测量系统,配数显读数装置的机床型号称TGX4132B、TGX4145B。
-
TGX4132B单轴坐标镗床
158机床网—— 1.1 本系列机床系高精度立式单柱坐标镗床,可用于钻孔、镗孔,中等负荷铣削、刻线、刻度、划线及测量等工作。
1.2 适用于机械、能源、车辆、量仪、电讯、轻工、海洋工程等制造部门,是加工车间、工具车间、实验室等单位不可缺少的关键设备,既能满足成批生产,亦能适应单件试造的各种生产方式的要求,性能可靠,操作方便。
1.3 数显与光学坐标镗床的区别:采用高精度线尺作定位元件,配光学影屏读数系统的机床型号称TG4132B、TG4145B;提供光栅测量系统,配数显读数装置的机床型号称TGX4132B、TGX4145B。
共1060条记录,每页显示20条,当前第13/53页
[首页] [上页] [10] [11] [12] [13] [14] [15] [下页] [尾页]