国内外数控线切割机床企业,产品,品牌信息-158机床网
https://www.158jixie.com
-
-
-
-
-
中速走丝电火花线切割机床
158机床网——·最佳表面粗糙度 Ra≤0.8μm
Best surface finish
·切割精度≤0.01mm
Cutting precision
·最大切割速度≥160~200mm2/min
ax cutting speed
数控电火花线切割机主要技术参数
NC EDM Wire Cutting Machine Specification
-
DK77系列数控电火花线切割机
158机床网——数控功能
Numeric Control Functions
单片机控制系统
·输入方式:键盘、纸带或直接与编程机通讯。
·控制功能:任意角度旋转、平移、指令倒走、比例缩放、快速校零、断电数据保护、短路自动回退、加工结束自动关机等功能。
·并行工作:加工控制同时可输入编辑程序和进行快速回零工作。
·程序容量:2158条加工指令。
-
-
-
AW510精密数控低速走丝线切割机床
158机床网——T-型结构主机
宽床身,立柱式结构,精密坚固耐用。
直线导轨、滚珠丝杠
通过有限元分析的方法设计的主机,结构合理,布局精巧,刚性好。
Ф32mm、C1级滚珠丝杠,配以交流伺服驱动系统,各坐标轴运动灵敏,精度保持性好。
下伸臂水冷循环温控装置,使得机床热平衡处于最佳状态,确保加工精度。
-
AW310T(精密数控低速走丝线切割机床
158机床网——T-型结构主机
宽床身,立柱式结构,精密坚固耐用。
直线导轨、滚珠丝杠
通过有限元分析的方法设计的主机,结构合理,布局精巧,刚性好。
Ф32mm、C1级滚珠丝杠,配以交流伺服驱动系统,各坐标轴运动灵敏,精度保持性好。
下伸臂水冷循环温控装置,使得机床热平衡处于最佳状态,确保加工精度。
-
AW500精密数控低速走丝线切割机床
158机床网——T-型结构主机
宽床身,立柱式结构,精密坚固耐用。
直线导轨、滚珠丝杠
通过有限元分析的方法设计的主机,结构合理,布局精巧,刚性好。
Ф32mm、C1级滚珠丝杠,配以交流伺服驱动系统,各坐标轴运动灵敏,精度保持性好。
下伸臂水冷循环温控装置,使得机床热平衡处于最佳状态,确保加工精度。
-
Dk77系列数控往复(快)走丝线切割机
158机床网—— 该机利用电火花放电蚀除原理,采用往复运动的电极丝,对各种导电材料零件进行精密复杂形面的切割加工。
主要特点:
♦ 采用工控机及液晶显示器
♦ 编程控制一体化软件
♦ 运丝变频调速
-
-
数控单向(低速)走丝电火花线切割机
158机床网——SE-WG023(ZT023)数控单向(低速)走丝电火花线切割机适合于加工精度、粗糙度要求较高的环状类零件的切割加工。机床精度高、可靠性好、数控功能丰富、价格低、具有很高的性能价格比。是环状类零件加工的理想设备。
-
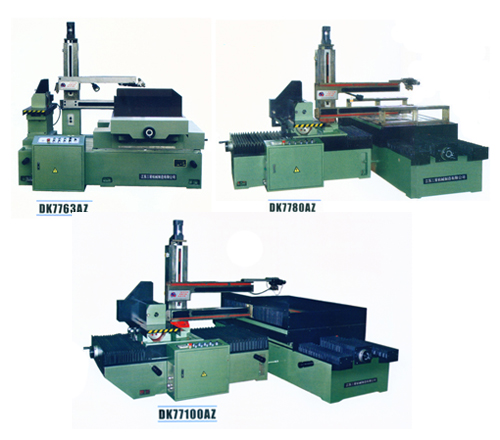
数控电火花大型环件切割专用设备
158机床网——该机床是为航空发动机制造行业研制的专用设备,主要用于发动机、轮胎模具等大型环件的分块切割,切口可带斜度且可调。机床配置数控C轴,数控系统采用工业控制计算机、交流伺服电机驱动、彩色CRT显示各种加工信息。
-
全封闭环保型DK77系列线切割机床
158机床网——机床特点
● 机床走丝配有专利"电火花线切割机床电极丝双向张紧机构";
● 多次切割参数(高频参数、走丝速度)一次设定,智能控制;
● 试件加工精度:±0.005mm;
● 最佳表面表面粗糙度Ra≤1.2μm;
● 最大加工速度:160mm2/min;
● 三次切割的平均速度达80mm2/min左右(一割二修,表面粗糙度≤1.5μm;
● 系统采用绘图式自动编程软件,同时兼容AOTUCAD图形文件;
● 整机电柜集编程、控制、高频电源、机床电器一体化立式控制柜,电脑采用工控机,15”液晶显示屏,操作方便;
● 机床采用无触点感应式换向开关,走丝速度变频调速;
● 适用于精密零件和模具的加工。
-
-
-
-
共279条记录,每页显示20条,当前第5/14页
[首页] [上页] [2] [3] [4] [5] [6] [7] [下页] [尾页]