


钛合金的特点是重量轻,强度高并且具有极强的耐腐蚀性,但是这些特性对于加工刀具而言却具有极大的挑战性。现在,很多刀具正在往如何更加自如的加工这一材料而研发。
根据飞机制造商的信息,现在使用钛合金的工件比以往翻了二倍多。新型飞机如波音梦想客机或者空中客车A350 XWB 等,所使用的钛合金材料已占到15-20%,而以往的飞机使用的钛合金材料仅占到7%。不仅如此,随着钛合金工件需求的增多,具有高耐温性的Ti6Al4V合金、新型Ti5553 (Ti-5Al-5V-5Mo-3Cr)材料显得日益重要。
当钛合金材料的应用越来越广泛,刀具技术及其应用技术也更加受到挑战。譬如航空航天工件的加工很有特点:工件壁薄,形状复杂;深型腔铣加工工艺多。另外在高档摩托车及医疗器械制造业中,钛合金也常应用在连接件等小型工件的制造。
三个因素严重影响了加工钛合金时的刀具寿命:非常低的热传导系数 (Ti6Al4V = 7.56 W/mK; 钢Ck45 = 51.9 W/mK), 相对比较低的弹性模量(Ti6Al4V = 110 kN/mm2; 钢 Ck45 = 210 kN/mm2) 和鲜明的橡胶特性趋势. 切削刃主要集中在切削刃上,而不会象加工钢件一样被铁屑带走. 由于切深相对较浅,所以刃口的很小区域必须能够极高的热负荷和机械负荷. 这就决定了必须采用冷却液加工. 而较低的材料弹性模量非常容易引起振动, 而材料同时具有鲜明的橡胶特性趋势, 易使切削刃产生积屑瘤. 所以切削速度必须大幅下降.加工难题: Ti5553
新材料Ti5553的出现使加工变得更槽。 Ti6Al4V 是一种平衡的阿尔法-贝塔微晶体结构合金(阿尔法 =六角形微晶结构, 贝塔 = 中央正方体微晶结构),而Ti5553, 则是一种接近于贝塔但更高阶的结构,这种结构不仅使合金更加耐热,同时也使得这种材料更加难以切削,并且Ti5553抗位强度接近于900 N/mm2。
在描述这种状况时,Josef Giessler, 瓦尔特圆转类刀具研发经理强调“专业的钛合金加工需要优化的刀具方案”。当加工直径在 20-25 mm左右时, 通常会使用整体硬质合金刀具。为减少震动和降低积屑瘤的产生,刀具的设计极其重要,抛光的前刀面可以带来极佳的切屑去除,使用AlCrN涂层, 带内冷等都可以大大提高钛合金加工的质量和效率。
瓦尔特-普瑞特(Walter Prototyp)就以采用了这种解决方案:Duo Protostar® Ti40/Ti45整体硬质合金铣刀就具有上述特点。Ti40是带内冷的粗加工刀具,Ti45则是精加工刀具。从2007年推广在市场后, 加工钛合金的新纪元就开始了。在空客的一个项目中,Ti40刀具使一个Ti6Al4V材料工件的加工寿命增加了2倍。最高切削量达到了80 cm3/分钟 (Vc = 25 m/分钟), 并达到了HSS-E刀具加工的直径32 mm。在空客,这种成绩自1990年到现在,是首次达到,是长久以来的第一次效率改进。新一代的整硬刀具在25mm加工直径的情况下,创造了一个标志性的标杆,达到了 160-200 cm3/分钟 (Vc = 50-60 m/分钟) 。对于HSS整体铣刀而言,其发展已到了一个相对的阶段高点“最新的整硬立铣刀– Ti40/Ti45 – 极其的坚韧并且加工时震动很小。” Josef Giessler.
瓦尔特的专家对于加工Ti5553 进行了进一步的实验,其目的是确定新一代的刀具如何应对更复杂的加工。此次使用的材料其抗拉强度为1,400 N/mm2 并且布氏硬度在430。测试刀具为Protostar® Ti40,直径为16 mm,z = 4。切削数据与加工Ti6Al4V相比,有了很明显的下降。对于其他加工方式,在刀具直径为16 mm时,可以使用以下建议参数:
1. 槽铣 (ae = 16 mm, ap = 8 mm): Vc = 25 m/minute, fz = 0.06 mm
2. 侧面铣, 粗加工 (ae = 4 mm, ap = 8 mm): Vc = 50 m/minute, fz = 0.08 mm
3. 侧面铣, 精加工 (ae = 0.3 mm, ap = 50 mm): Vc = 100 m/minute, fz = 0.12 mm
加工效果见后文附件[图3a, Ti6Al4V – Ti5553 对比]。Ti5553材料的加工需要降低切削速度约50 % (中等加工条件)。该结果也显示也,槽铣时降低的速度更多,而侧面铣时降低的速度可以少些。
大型加工时需要使用可转位刀片
大型工件,或者金属去除率较大的加工应用中,就需要使用大型刀具,如可转位刀具。可转位刀具这2年和整体硬质合金刀具的发展极其相近,主攻方向也在如何加工难加工材料,即针对包含钛合金材料的 (ISO-S)材料组。现在瓦尔特(Walter)加工难加工材料的标帜产品是带PVD氧化铝涂层的Tiger.tec® 材质(“PVD-Tiger”)。现在,另外2种材质,带高耐磨涂层的WSM35和极强韧的WSP45也已上市, “由于加工Ti5553合金需要很高的强度,所以WSP45 PVD-Tiger.tec® 是最可靠和最稳定的选择” Siegfried Bohnet解释到, 瓦尔特(Walter)刀片研发部。
与PVD-Tiger同期研发的另一项目, 则是为了适应航空工件的加工应用 - G77槽型的设计,该槽型的设计同样适用于钛合金的加工应用。其最大特点是带有一个20度的前角,并且在该槽型上另有一个特殊的微型槽型. Siegfried Bohnet 说: “ 我们现在正在将多种技术溶合在一起:Tiger.tec® 老虎技术, PVD涂层, 高正型槽型和特殊的刀片圆角。” ,该项技术将会结合成一款新刀片ADGT (适用于方肩铣刀,玉米铣刀) 或者 RO.X (圆刀片刀具)。 现在,这系列新产品已成为航空或者钛合金加工应用中的中坚力量。
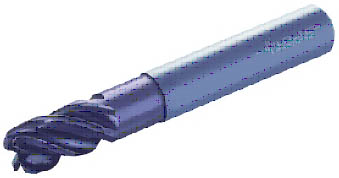
[图1: 瓦尔特-普瑞特(Walter Prototyp) Protostar® Ti40 整硬立铣刀]
瓦尔特-普瑞特(Walter Prototyp) Protostar® Ti40 是整硬粗加工立铣刀,可用于钛合金加工
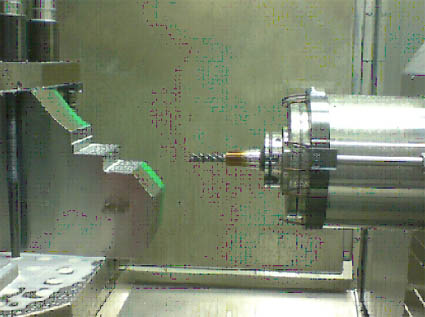
[图片2: 测试]
加工测试,工件使用 Ti5553 材料,测试刀具瓦尔特-普瑞特(Walter Prototyp) Protostar® Ti40整硬立铣刀 D = 16 mm, Z = 4.
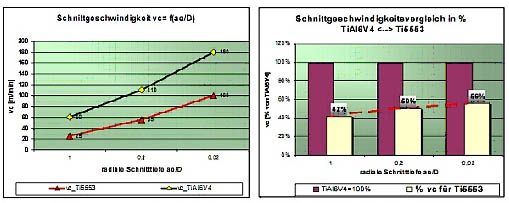
[图3, Ti6Al4V – Ti5553 对比]
加工Ti6Al4V 和Ti5553时的切削速度的对比。 Ti5553 在中等加工条件下需要降低50% 的加工速度;粗加工需要降的更多;精加工则降速少一些。
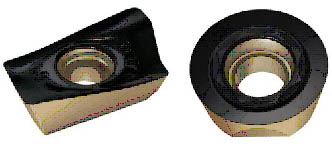
[图 4a, b: Tiger.tec® 可转位刀片ADGT, RO.X]
瓦尔特(Walter)新技术Tiger.tec® 刀片ADGT和RO.X,优化的槽型,用于航空工件加工,适用于钛合金加工。
[图5: Josef Giessler]
Josef Giessler, 圆转类刀具发展经理: “ 专业的钛合金加工需要优化的刀具”

[图6: Siegfried Bohnet]
Siegfried Bohnet, 刀片研发专家“ 由于加工Ti5553合金需要很高的强度,所以WSP45 PVD-Tiger.tec® 是最可靠和最稳定的选择”

[图 7: Xtra.tec® F4138 玉米铣刀]
Xtra.tec® F4138 玉米铣刀,加工型腔和槽时经常使用的刀具。配备有ADGT刀片,PVD-Tiger.tec® 刀片配上优化的槽型,在加工钛合金和航空工件时十分高效。


