

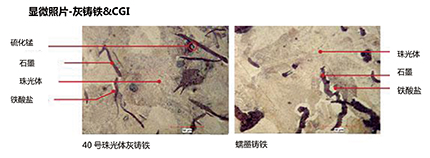
图1 硫化锰在如上的灰铸铁显微结构中十分明显
第1部分:研究及克服蠕墨铸铁(CGI)所带来的机加工挑战
蠕墨铸铁(CGI)的应用日益增长。蠕墨铸铁(CGI)的应用正在增长,尤其在卡车及汽车柴油发动机的缸体缸盖制造方面。发动机设计师采用了CGI许多优势来提高燃油效率及发动机的性能。比起常规的灰铸铁或高钼铁,其提供了更高的强度重量比,有效的抗磨损性,热导率和减震性。——所有这些特性都是发动机设计所需要的。
然而,制造商们发现CGI要比常规的铸铁更难加工。当他们使用加工灰铸铁所使用的金属加工液来加工CGI时,加工CGI的刀具磨损要比铸铁快90%——这就造成了更高的成本和更多的停机时间。此外,因为切削速度和进给率可能降低,CGI的加工时间就要比灰铸铁长很多。使用专用切削液能够降低加工CGI的难度。
了解为什么CGI难以加工。CGI要比常规的铁或球墨铸铁难加工的多,在相同的加工条件下,刀具的磨损率要比常规灰铸铁大30倍。尤其在到达了一定的速度进行加工(250-700 m/min), 磨损率的差别会变的最为明显。这些高速加工一般被用在如发动机气缸的镗削。
为了设计新的金属加工液来改善刀具的磨损,首先要研究导致CGI的低切削性的根本原因。
灰铸铁和CGI的主要不同点:
石墨结构的不同
● 灰铸铁包含片状结构的石墨易切削成形,从而加强了切削性能;
● CGI包含珊瑚或蠕虫状结构的石墨,因此强度更大,而加工性能更低。
硫化锰(MnS)含量的不同
● 灰铸铁中的硫化锰(MnS)提供了切削加工中良好的润滑性,特别是到达一定的切削速率时MnS的作用就更为明显。然而CGI中却不含有MnS,因此CGI不具有润滑性和保护刀具的优势。(见图1)
新型金属加工液能够解决这一困境。在充分的研究了造成CGI低加工性能的根本因素,新的金属加工液技术已经被开发了出来,该技术可以改善在加工CGI的各种工艺中的刀具寿命和零件表面质量。这些工艺包括高速连续切削加工如一般用在发动机汽缸中的镗削。虽然最新的金属加工液技术极大的缩短了常规灰铸铁与CGI在机加工性能上的差距,但是进一步提高金属的机加工性能及切削时的相关成本还是十分重要的,持续的研究和开发。
如果你正计划加工CGI,请最好先联系你们的金属加工液及刀具供应商获取相关最佳的金属加工液及刀具解决方案的建议。
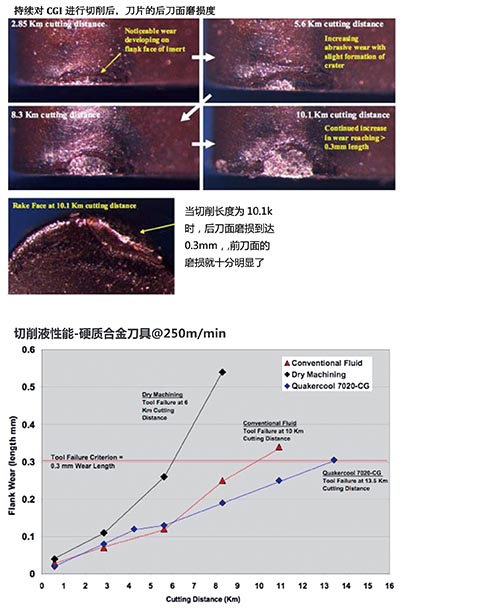
第2部分:近期测试数据显示刀具磨损有了显著改善
在2010年,奎克化学公司开发了一种新的金属加工液技术,一种专门为提高蠕墨铸铁的机加工性而设计的金属加工液。当加工CGI时,比起其他那些通常用在一般铸铁中的金属加工液,它极大的降低了刀具磨损率。
在高速连续切削的情况下测试刀具的磨损率。为证明QUAKERCOOL 7020® CG的性能,我们在450级CGI进行了车削(连续切削)的机加工测试,使用硬质合金钢刀具在250 m/min的转速下进行加工。此外,还测试了一般的铸铁金属加工液来得出一个基准数据供研究参考。干切削(无油)的测试也用来评估在此加工中干湿切削所带来的不同影响。■


