


随着现代工艺技术水平的不断提高,机械零部件朝着越来越大型化的方向发展。随之而来对刀具提出了更高的要求,使用超长悬伸刀具进行加工变得越来越常见。各种大型发电、液压以及柴油发动机零件经常会有一些大尺寸的深孔需要粗精加工。
针对客户的更高要求,山高刀具推出了各种能够满足苛刻要求的孔加工刀具。这些刀具不但满足尺寸精度的要求,同时也大大提高了现有的加工效率,帮助客户在竞争激烈的市场环境中降低成本以立于不败之地。
钻 削
SD602是山高刀具今年最新推出的改进型大直径模块化深孔钻,可以钻至长径比6-7xD的深孔,直径最大可以达到160mm。和以前的老产品相比,我们在这款钻头上增加了一些新特性使其性能得到了进一步的增强。
可更换刀夹以更改钻头加工直径是新特性之一。SD602钻体上一共有4个刀夹,刀夹在钻削过程发生意外例如刀片崩碎时能有效的保护高价值的钻体不受损坏。而我们现在为最外圆的刀夹设计了两种尺寸规格,通过更换N型(名义尺寸)和U型刀夹套件(减小尺寸)我们可以使用同一规格的钻头来钻削两种尺寸的孔,提高了钻头的灵活性。
第二个新特性是中心引导钻的悬伸可以调节。和一般常见的大直径浅孔钻相比,SD602一个显著区别就是由传统的中心刀片改为了引导钻结构。这种设计的好处是钻削过程中产生的径向切削力得到了更好的平衡,定心更加稳定。而现在中心钻的悬伸可以调节,以使修磨后的中心钻长度也能保持一致,同时在加工一些长悬伸孔时可以稍微拔出中心钻以增强其定心作用。
除了中心钻以外,SD602还有另外一项设计来提高加工质量。在钻体的外圆上我们设计了两个对称的硬质合金导条,导条接触孔壁起到了支撑的作用,从而提高了整个钻削过程的稳定性。这样我们就可以增加刀片和中心钻的寿命,减少加工时候的振动。
SD602是一款模块化设计的钻头,其柄部是山高独有的Graflex接口。通过更换不同长度和直径的接长杆,客户可以灵活的组合出所需要的加工长度和直径。而其使用的方型刀片有四个可用的切削刃口,较低的成本加上强壮的刀片,客户的刀具费用能够理想的得到控制。同其他加工方式相比,SD602的安全性和效率都胜过一筹。在机床和夹具等条件得到满足下,使用该产品进行钻削是不二之选。
镗 削
机械零部件的各类孔如果对精度有较高的要求一般都会在钻削完成之后进行半精和精加工,这时候就需要用到各类粗精镗刀。而对于深孔加工来说,面临着与普通工况完全不同的挑战——消除振动。
振动在机械加工中会引起各种各样的问题,例如刀片破损,表面质量下降等等。因此只有消除振动才能成功的完成一个零件的加工。对于内孔加工例如内孔车削和镗削来说,一般的钢制刀杆在其悬伸比达到4xd左右时性能达到极限,继续加长悬伸比的话则无可避免的面临着振动的风险。而硬质合金杆则由于其良好的刚性最长可以达到6xd左右的悬伸比。但是由于现代零件设计的复杂程度不断增加,更深的孔随处可见,要成功而且高效率的加工这些零件,传统的刀具是几乎不可能实现的。
消除振动的方法以前一般有两种:一是增加刀具系统的刚性,简单来说就是使用更粗壮的刀杆或者使用刚性更好的材料。但是由于随之而来的质量、成本增加等等问题,这些方法一般限制很大。二是降低刀具的切削参数,但是效率也会同时降低,这在现如今竞争激烈的市场环境下显然是无法接受的。
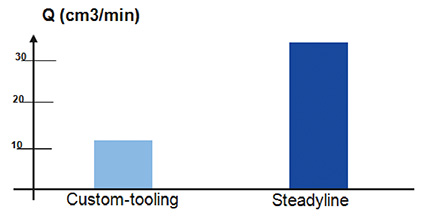
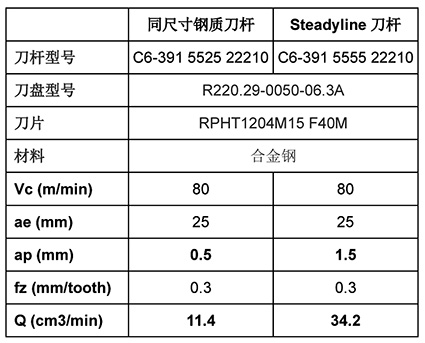
山高在几年以前就开发了出了用于铣刀的标准减振刀杆Steadyline系列,此种减振刀杆内部安装的动态减振机构能够有效的降低加工时产生的振动,提高刀具组合的动态刚性从而使刀具能够以普通刀杆无法实现的高切削参数顺利的进行加工,效率最高可以提高三倍。
目前Steadyline系列减振刀杆可以用于铣削、车削和镗削。用于镗削的话悬伸比可以达到6-10xd,同时适用于粗镗和精镗,而重量和同等尺寸的普通钢制刀杆接近。所有的减振刀杆在出厂前都做好了动平衡和减振特性调整,可以直接使用。表面还做了镀铬处理,长期使用也不会生锈。
使用Steadyline减振刀杆以后,客户的加工效率、零件的表面质量、刀具的寿命都能得到提高而且对机床主轴也能起到一定的保护作用,实在是一举多得。
铰 削
铰削和镗削相比往往能够达到更高的效率,因为铰刀的齿数较多。但是铰刀和镗刀相比无法修正孔的位置精度。因此在需要高效率精加工而对孔的位置精度又没有太高要求的时候我们可以考虑使用铰刀而不是镗刀。
山高在2010年推出了用于大直径孔的模块化铰刀Xfix系列。Xfix标准品覆盖的孔径范围为39.5~154.5mm,可以加工的孔径比最深为6.5xD。
Xfix所有的刀片都可以单独微调直径,并且有一一对应的预加载导条,而刀头和接杆以可调法兰形式进行连接,装到机床上以后可以进行最终的微调以保证加工出来的孔可以达到IT6级精度。
Xfix所使用的刀片每个刀片有8个刃口,这样每个刃口的成本被降到最低,大大节约了客户的刀具成本。而刀片一共有3种槽型和2种材质可供选择,能够适应所有的材料和加工工况。
Xfix的齿数根据直径的不同有3、5、7、9四种,覆盖了39.5~154.5的直径范围。齿数越多意味着每转进给值可以给的更高,这样客户的加工效率得到了大大提高。
Xfix是一种模块化设计的铰刀,根据直径不同有不同尺寸的接杆备选,客户只需根据自己需要的加工长度和直径选择不同的接杆模块即可,非常方便。所有的接杆都带有内冷却通路,配合刀头的通孔盲孔模式选择在所有加工条件下都能有很好的冷却效果。
Xfix铰刀已经在汽车、能源和矿山机械等行业得到了成功的运用。不仅如此,只要客户需要大直径的精密孔,都可以使用这种铰刀,它高精度、高效率和低成本的特点可以有效的帮助客户在竞争中占领先机。■


