


摘要:本文基于华中数控(HNC)系统软硬件平台,设计与开发了一款国产CMC芯片的低成本数控装置,并详细介绍了该装置的硬件设计原理和软件设计原理。其功能与性能经过实际测试与验证,满足数控系统车削和铣削加工的需求,为CMC芯片在数控系统领域的应用提供了一个方案。
关键词:CMC芯片;数控装置;数控系统 文/武汉华中数控股份有限公司 谢淑莲 李理 徐建春
Abstract: This paper based on software and hardware platform of HNC, one kind of numerical control device with low cost was designed and developed. Especially the principle of the hardware and software of the NC device were introduced on detail. Through practical function and reliability test and certification, It can meet turning and milling machining of numerical control system. The result demonstrated that one method can be provided for CMC chip’s application in numerical control field.
Keywords: CMC chip; numerical control device; numerical control system
1. 引言
目前,国产低档数控装置在市场上居统治地位。但中高档数控装置市场基本被Fanuc和Siemens所垄断,其中中档数控装置国外占领了国内80%以上的市场,而高档数控装置的国内市场几乎被国外产品全部占领。这种现状不仅对我国民族数控产业本身的发展不利,对制造装备业发展不利,而且难以满足国民经济重大行业对数控机床及数控装置的需求。随着航空航天、船舶工业、重大装备、汽车及零部件制造业等国民经济重大行业对数控机床及数控装置需求的增加,如果这些装备的高档数控装置(特别是核心芯片)继续依赖进口,势必将影响我国国民经济和国防建设的持续健康发展。国产CMC芯片应用,将突破国产数控系统对外国芯片的依赖,实现数控系统核心部件的国产化,给国家和民族制造业带来可观的效益。同时也达到“研制先进的、具有自主核心技术和知识产权的片上控制模块(Control Module on Chip,简称CMC)系统,实现了CMC系统在工业控制领域的广泛应用,进而推动新一代控制系统的技术变革,形成完全分布、独立而又联合的新一代控制体系结构,初步建立我国具有完全自主知识产权的片上工业控制网络技术体系结构,大幅度提高我国先进控制系统水平,使我国在工业控制技术上走向国际前列”的最终目标。
2. 国产CMC芯片简介
国产CMC运动控制芯片(以下简称“芯片”)是将组态处理、程序存储、信号输入输出、控制算法、通讯接口等全部集成在一个芯片中的产品,实现的主要功能可以简述为:片内逻辑控制和运动控制,程序处理及调度管理,数字量信号处理,多种数据接口通信。使用芯片的组态软件进行逻辑控制程序和运动控制程序的编程,将编写的程序下载到芯片的片内存储器中。根据用户的程序,对输入的各种信号(包括从通信接口传入的信号)进行处理运算,并进行相应的信号输出。
逻辑控制主要包括对上层用户编写并经过编译的逻辑控制程序(如梯形图、IL、ST等)进行执行处理。运动控制主要包括对上层用户编写并经过编译的运动控制程序(如G代码)进行执行处理。数字量处理主要包括开关信号、频率信号处理,脉冲信号输入输出,PWM输出,正交编码器输入等。
芯片集成了Flash、SRAM、通用定时器、PLL、实时钟,以及以太网MAC、UART、CAN、SPI、I2C等多种通信接口。
3. CMC数控装置硬件设计
3.1 CMC控制系统整体框架
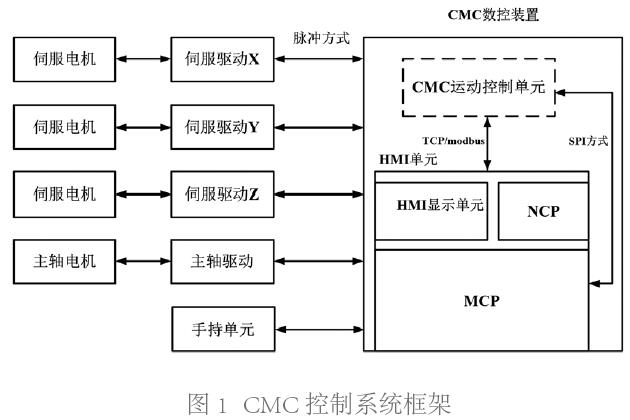
基于CMC的嵌入式控制器以CMC芯片作为CPU(Central Processing Unit)主控制单元,运行内部FLASH中的代码程序,能以脉冲指令方式控制电机、伺服驱动装置,具有PLC控制功能,连接HMI设备,通过HMI传输G代码,控制机床运行。
整个CMC控制系统包括基于CMC的运动控制单元、HMI单元(Human Machine Interface)、伺服驱动器、伺服电机、主轴驱动和主轴控制单元、以及手持控制单元。如图1所示。
系统中CMC运动控制芯片为系统中的主控芯片,外部挂接三个伺服驱动器,用于位置控制;并挂接一个变频器,用于主轴速度控制。运动控制器包含32路IO输入及32路IO输出,用于检测机床限位、回零、报警,控制机床上电、使能、刀架及润滑、冷却等点位功能。
3.2 CMC数控装置硬件设计
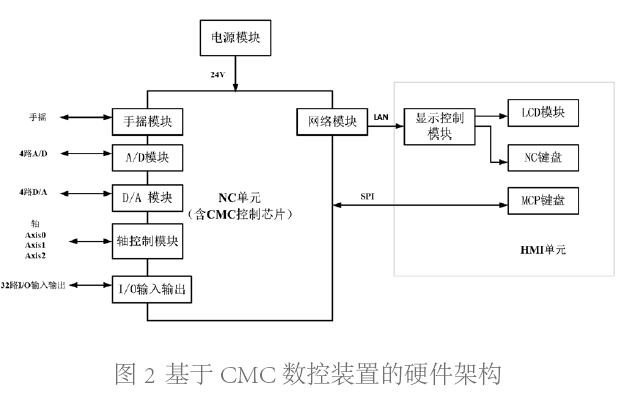
基于CMC芯片,集成数控装置相关硬件模块、现场总线接口及USB、NC键盘、LCD等外设接口,研制出的数控装置分为两大部分,第一部分HMI单元部分,包括LCD模块、MCP键盘模块、显示控制模块、NC键盘模块。第二部分运动控制部分(NC单元),主要由基于CMC的NC模块实现。整体设计方案框图如图2所示。
如图2所示,NC单元可提供CMC芯片的运动控制功能和逻辑运算功能接口,包括32路I/O量输入输出;脉冲量的轴功能控制;各4路模拟量A/D、D/A;手持单元控制接口以及程序数据交换接口,如以太网接口、RS232接口、CAN接口等。
因CMC运动控制器自身并不具备图形设备接口,系统中使用网口外部挂接HMI单元,通过MODBUS/TCP协议实现数据交互、代码下载等功能。HMI单元从CMC运动控制器中获取系统运行的状态及信息,显示给用户,同时HMI负责G代码存储、编辑、编译工作。
另外,CMC运动控制器通过SPI总线挂接了数控系统MCP键盘,CMC运动控制器将键盘点位映射到PLC层,通过编程,实现键盘功能。
4. CMC数控装置软件设计
因CMC芯片可提供运动控制和PLC逻辑控制功能,但人机交互界面HMI和G代码解释器不支持。所以本软件采用上下位机的架构模式,下位机以CMC芯片作为运动控制模块,上位机采用通用CPU平台,实现一种低成本、高可靠性的,满足基本车削和铣削加工需求的数控装置。
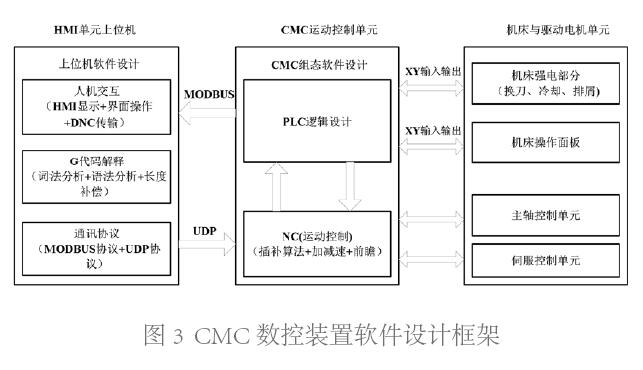
CMC数控装置软件设计包括CMC平台提供的组态软件设计和HMI单元上位机软件设计两部分。软件设计基本框架如图3所示。
其中CMC系统组态软件是一款为基于CMC芯片实现的控制设备,提供程序编辑、编译、组态、调试服务的软件,支持标准IEC61131-3编程语言,可实现逻辑控制任务的调度和逻辑控制程序(如LD、IL、ST等)的执行处理。主要实现数控系统的PLC逻辑设计功能和运动控制功能。
PLC逻辑设计主要实现数控的自动、手动和手轮三种工作方式,每个方式下又需实现停止、运行和暂停三种状态,这些功能主要在CMC系统组态软件上编辑实现。
CMC组态软件实现的数控的运动控制支持JB/T 3208-1999 标准G代码程序,32位定长指令集格式,主要功能是对独立的4个电机驱动轴进行插补控制和速度控制。
运动控制支持两种工作方式,一是寄存器命令控制,二是自动读取G指令执行。在自动读取指令执行的模式下,负责基于G代码指令集的自动读取并执行,基于获取的指令参数,以脉冲串形式输出特定频率的脉冲,能够实现对伺服电机或步进电机进行插补驱动控制、速度控制、单轴位置控制等控制功能。它可以针对不定长的指令进行自动判断,通过识别指令标示符,自动的判断读取指令的条数,通过执行标准或者非标准的G代码指令,完成相应的运动控制功能。
本上位机软件系统主要有三部分组成,分别为CMC通讯协议层、G代码解释器层、人机交互层组成。
CMC通讯层主要功能为通过标准以太网接口与CMC芯片进行通讯,其通讯内容包含两部分:(1)利用标准的modbus通讯协议,实现机床状态数据的反馈。(2)利用普通的以太网UDP协议,实现运动控制指令的下发。
解释器层:完成数控系统ISO的G代码的译码任务,包含词法分析、语法分析、刀具长度和半径补偿、MST辅助功能译码等。将G代码解释为运动控制指令,并通过CMC通讯层发送至CMC芯片进行插补运动。
人机交互层:采用跨平台和模块化的软件技术,实现数控装置的操作控制和状态显示。包含坐标显示、G代码显示和编辑、报警显示、图形显示等一系列的页面,满足用户对数控装置的操作和诊断需求。
5. 结语
本文所设计的CMC数控装置经过硬件测试,软件测试以及与伺服驱动、伺服电机联机调试并交与机床用户实际使用验证,功能正常,运行可靠,符合设计要求。满足了用户既实用,价格又低的要求。实现了CMC芯片在数控领域的应用,结果达到了预期的目标。
参考文献
1. 王挺;王绍亮;庄严;金伟江;何巧;基于CMC芯片的信号采集系统设计;中国仪器仪表;2015年12期。
2. 侯世博;包伟华;丁戍卫;基于CMC芯片的智能电动执行机构;中国仪器仪表;2015年11期。
3. 费继友;周茉;基于ARM+FPGA的嵌入式数控装置设计;制造技术与机床;2010年12期 。
4. 黄兆斌;基于FPGA及NIOSⅡ的多轴数控系统设计[D];浙江工业大学;2011年。
5. 陆俊;基于FPGA技术的高速插补系统的设计与研究[D];南京理工大学;2011年。
更多信息请关注微信公众号: “OK智能制造” 请扫描下方二维码并加关注!



