


杨祥、叶琦、周丹、陈娜
(武汉华中数控股份有限公司,湖北 武汉 430023)
摘要:
华中8型是武汉华中数控股份有限公司开发的总线式数控系统,它基于具有完全自主知识产权的NCUC工业总线技术上,采用模块化、开放式体系结构的高可靠性设计,具有高速高精、多轴多通道、车铣复合控制、云数控、五轴加工等控制功能,具有极高的性价比。本文主要介绍了华中8型数控系统热误差补偿功能在数控铣床上的应用。
关键词:数控系统、模块化、热变形、热误差补偿
Abstract:
HNC-8 is a field-bus numerical control system developed by Wuhan Huazhong Numerical Control Co.Ltd. It is based on NCUC industrial bus technology with independent intellectual property rights, uses the high reliability design with modularization and open architecture, and is characterised as high cost-performance ratio with the control function of high-speed and high precision, multi-axes and multi-channels, turning-milling compound, cloud service of NC, 5-axis machining etc. This paper mainly introduces the application of thermal error compensation function of HNC-8 in CNC milling machine.
Keywords: numerical control system, modularization, thermal deformation, thermal error compensation
引言:
机床在加工过程中由于电气发热和运转部件的摩擦发热引起的局部结构变形,导致机床执行机构产生的位置偏差即是机床的热误差。减小热误差的方法有温度控制、热稳定性和热误差补偿三种,前两种受限于热传导的滞后性和机床结构的复杂性实现成本较高。而热误差补偿则不需要改变机床结构设计,采用补偿控制器加上软件编程来实现抵消机床自身产生的热变形误差,结合机床的结构和技术特点,采用华中数控HNC-818B/M总线式数控系统,在机床各进给轴轴承座、螺母座及主轴轴承座位置安装温度传感器,检测机床温度变化和热变形量间的相关性,建立热误差补偿模型,设置的热误差补偿参数对机床的热变形误差进行实时补偿。
实现方法:
使用红外热像仪及激光干涉仪对机床的温度场和定位精度进行同步采集,分析并验证关联因素,找到合理的温度传感器布点位置,如下图所示:

主轴电机、进给轴电机、联轴器和丝杆螺母的温度变化剧烈,与传动部件的定位、结构件的变形关联性不高。通过采样数据分析发现传动机构的采荷轴承座附近的温度变化和机械变形曲线非常接近。
所以在主轴外壳靠近主轴轴承部分安装主轴温度传感器;在每个进给轴电机端的丝杆轴承座中部安装丝杆温度传感器;在机床立柱底座附近安装 环境温度传感器。温度传感器可选择市面上常用的Pt100铂电阻传感器。安装位置如下所示:

通过华中数控开发的HIO-1075温度采集板卡对各点的Pt100进行温度采样,温度采集电路的连接及调试如下:
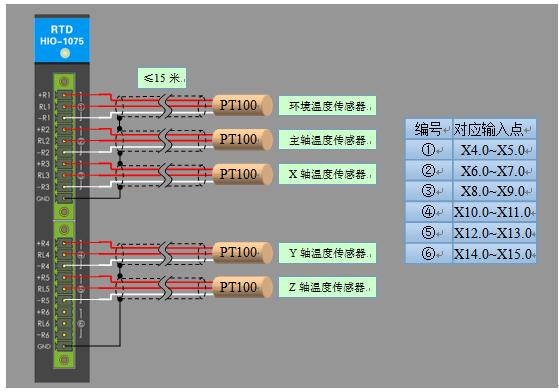
注意:温度传感器是高精度温敏电阻,建议使用精度等级高于A级(误差≤±0.15℃)的Pt100温度传感器,导线选用三线式镀银特氟龙导线,避免两线温度传感器的线上电阻累计到电路中影响采样精度。
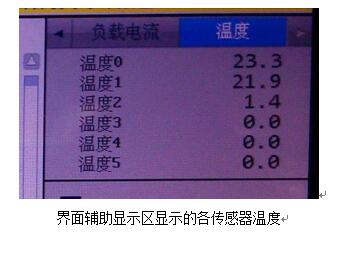
在安装有8型数控系统的加工中心上,将安装有温度传感器的温度采集板插入I/O盒中,配置设备后可在系统【诊断】界面下看到传感器的数字信号,系统在原有的4组输入信号后又识别出了6组信号,X4.0~X5.7为第一个传感器的数字信号,X6.0~X7.7为第二个,以此类推。

在PLC中增加相应个数的热误差补偿模块“TEMPSEN”,如下所示:
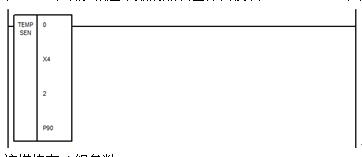
该模块有4组参数:
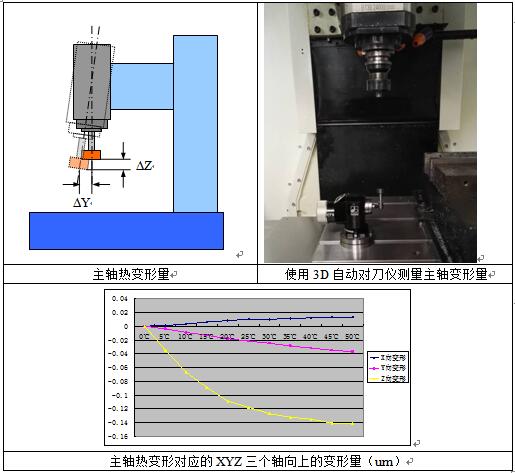
主轴热变形补偿示例:(参数设置以Z向误差为例)
机床开机后首先将3D自动对刀仪架设在机床上,自动标定标刀记录坐标值,使标刀离开对刀仪旋转主轴预热到测量温度,停止主轴再次对刀并记录坐标值,测量方法和误差如下图所示:
Z向误差补偿参数的设置如下:

进给轴热误差补偿示例:
以X轴为例,首先将激光干涉仪架设在机床X轴向上,测量机床开机后的螺距误差并同时记录每条误差线对应的丝杆传感器温度。
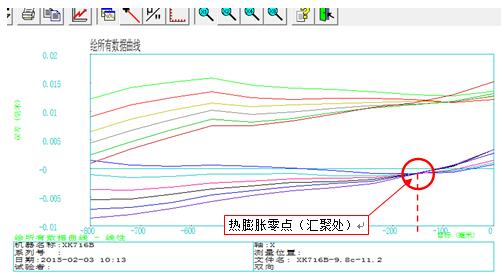
根据采样数据计算出相对温升每米长度的热膨胀误差,将其填入误差表中。
参数设置:

以上补偿值是按钢铁材料的膨胀系数填写的,若机床实际的热膨胀量有差异时,可根据测量误差自行调整。

注意:
1,铁/钢材料的热膨胀系数为11.7ppm/°C,即:材料温度每升高1℃,1000mm的材料沿长度方向膨胀11.7um。
2,系统误差值为按照常见的物体热膨胀系数定义的,所以要将被测点的误差量折算到相对热膨胀零点1米处的误差。
结论:
针对温度检测设计出的温度采集扩展卡已经成功集成于我公司自主开发的华中8型数控系统中,并且在华中8型数控系统中嵌入热偏置补偿和热斜率补偿模块。
通过温度采集卡系统能实时监测机床各部件温度变化,利用热误差补偿模块根据温度变化实时补偿传动部件和结构件的热变形误差。
用户案例:
某机械公司是一家具有20多年机械设计、开发、制造、销售、服务为一体的生产厂家。它的主要产品是高精度减速机,其中核心部件是凸轮圆柱蜗杆和销轴共轭,它们需要非常高的加工精度,而一般的机床很难达到其加工要求,试验发现机床的加工精度与运行时间和环境温度有较大关系。
在车间中挑选了一台加工凸轮圆柱蜗杆的XK716B的四轴立式加工中心上增加了温度补偿模块,使得X轴单项重复精度达到2.6um,定位精度达到8.1um;Y轴单项重复精度0.7um,定位精度达到5.5um。X轴、Y轴补偿前后精度对比,如下表所示:

热误差补偿功能得到该用户的认可。该功能还应用在多台数控铣床和数控磨床上。经过加工测试,应用该功能后机床的加工精度得到明显提高。


