


PLANAR系列双滑座数控滚丝机是艾瓦特EVIRT公司推出的新型滚丝机。
世界领先的高刚性滚丝机机身,采用FEM力学建模设计,密布应力传感器并经历超过最大力学临界点的破坏力反复试验验证与设计结构微调。采用上、下、前、后整体式结构封闭受力机身,整机重量8.2吨,是欧、美其它品牌同规格滚丝机设备重量的2.5-5倍。
世界领先的主轴倾斜角度调整与锁紧单元专利,采用伺服数字调整单元,由两套独立西门子电机与主轴倾斜角度调整板内的离合液压缸驱动,从而实现倾斜角度0.0020分辨率和主轴重复倾斜定位角度小于0.010的世界最高水平。采用是手动锁紧力10倍速的液压锁紧力,从而提供源源不断的锁紧动力(2吨力)。

工件定位支撑架采用世界领先的数字调整和随动高度伺服控制专利技术,由两组比例伺服液压缸与位移传感器通过数控系统,实现定位支撑的数字化调整,同时随着毛坯螺纹的逐渐成型,随动降低工件支撑高度,从而实现工件中心和机床主轴中心恒定的高度差,以实现科学的受力结构和保证优秀的螺纹质量。
左右主轴各分别装备一套闭环数字控制的高精度激光坐标对牙器,与西门子840D配合,实现无人工参与的智能化滚丝轮全自动数字对牙(无需毛坯压痕参与)该功能世界领先并拥有专利权,全自动对牙时间不超2分钟,构成第二代激光对牙技术。(克服了第一代单激光头移动式对牙的五大弱点,具体请咨询技术人员)
装备数字化压力管理单元,从而与常规伺服液压系统相比,能够输出高50%的进给速度,提供更稳定的滚压力,并节省30%以上的能源损耗。
领导滚丝机领域智能制造与工业4.0标准。
以额定滚压力20吨力的滚丝机为例,带您感受世界领先智能滚丝机的科技创新。
设备型号:PLANAR 20 CNC
主轴直径:54mm
额定滚压力:20吨力
装备10套伺服数控控制机构的顶配机型
装备基于过程力学曲线的加工过程监控单元,实现不合格毛坯或加工异常的预警功能主轴锥度/平行度调整与锁紧,采用世界领先的三维上弧斜面自锁结构专利,解决了所有其它品牌滚丝机的主轴留住度调整机构锁紧后随着滚压交变应能力而最终导致把紧螺栓松动的问题,从而实现永久牢回的主轴锥度/平行度锁紧。
世界领先的全自动双激光头同步对牙程序界面(专利)
世界领先的滚丝专用程序界面(专利)
通过技术交流,你将会发现我们更多的发明与创新!
部分滚轧样件

抛弃老旧的滚轧技术,加入我们EVIRT的现代智能滚轧科技。去感受滚丝设备与工艺的数字化和智能化革命!

世界领先的滚丝工艺专用程序界面(专利)
滚丝机各驱动与执行实时运行状态显示界面
设备主要参数
Machine Specifications
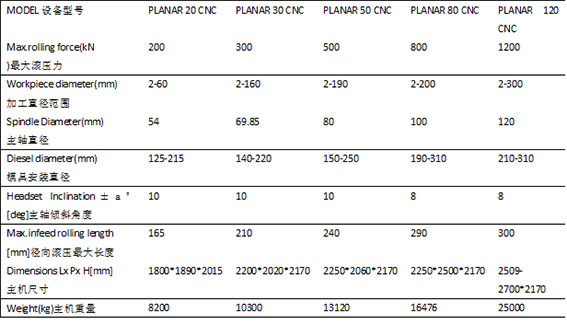
注:工件直径、模具直径和螺距三者不能同时达到最大值
设备还有如下配置与功能
1.装备西门子840D CNC数控系统与EVIRT独立知识产权滚丝专用软件。
2.两主轴分别由两台 独立的西门子SIEMENS伺服电机和两台 独立的德国Neugart变速箱(扭矩放大装置)独立驱动,全CNC控制两主轴的角速度和角位移,角度控制精度0.001
3.双滑座数控同步对中进给,博士BODCH双比例伺服阀+双伺服油缸+双光栅尺+西门子840D构成双闭环CNC控制,全CNC控制两个进给滑座的同步速度和位移,位移控制精度0.001mm,定位精度0.003mm,重复定位精度0.002mm。
4.两主轴倾斜角度调整板的锁紧,分别采用带锁紧力检测的液压自动锁紧装置(锁紧力为2吨,是传统手动锁紧力的10倍),从而提供稳定的锁紧力来定位对两主轴座。
5.该双滑座设备可以通过程序锁定左侧滑座,从而实现单滑座所特有的螺纹未滚压到位的再滚压功能。
6.装备工件毛坯气动辅助压紧装置,模具压入毛坯之前解放人手或机器人,并确保毛坯全长贴实于定位支撑片上。
联系电话:13522079385
三轴滚丝机其它部分冷滚轧工艺与样件
设备主要参数
Machine Specifications
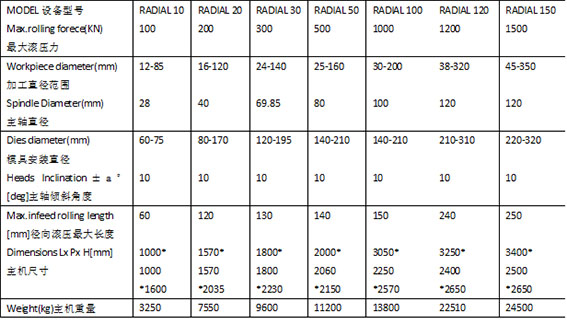
注:工件直径、模具直径和螺距三者不能同时达到最大值
该设备具有如下配置与功能
Key features
1.装备西门子840D CNC数控系统与EVIRT独立知识产权滚丝专用软件。
2.三主轴分别由三台 独立的SIEMENS伺服电机和三台 独立的Neugart变速箱(扭矩放大装置)独立驱动,全CNC控制两主轴的角速度和角位移,角度控制精度0.0010.
3.三滑座分别是由三套博士BODCH比例伺服阀+三套伺服油缸+三套光栅尺+西门子840D构成双闭环CNC控制,全CNC控制三个进给滑座的同步速度和位移,位移控制精度0.001mm,定位精度0.003mm,重复定位精度0.002mm。
4.装备三套世界领先、拥有专利的主轴倾斜角度调整与锁紧单元,采用三套独立伺服电机与主轴倾斜角度调整板内的三套离合液压缸配合驱动,从而实现倾斜角度0.0020分辨率和主轴重复倾斜定位角度小于0.010的世界最高水平。
5.三主轴倾斜角度调整板的锁紧,分别采用带锁紧力检测和2吨力的液压自动锁紧装置(是手动锁紧力10倍),从而提供稳定的锁紧定位。
6.装备全自动激光数字对牙系统。
7.装备伺服送料轴向定位支架。
领导滚丝机领域智能制造与工业4.0标准
以世界上最难滚轧加工的核螺柱螺纹为例,带您感受世界领先智能滚丝工艺的科技创新。
采用设备型号:RADIAL 150 CNC
设备名称:智能型三轴数控滚丝机
最高滚压力:150吨力
伺服轴数:11个伺服轴
滚丝方式:三滚丝轮轴向滚轧成型
控制方式:全数字化调整与控制
想了解详细核螺栓滚丝工艺?请与我们技术交流吧
M170螺柱在核反应堆盖体中的位置和大小比例
所滚轧螺栓参数要求:
材料:40NCDV7-03
相当于34CrNiMo6S
硬度:HRC40
螺纹精度等级:核工业3级(成型领域世界最高螺纹精度等级)
螺栓强度12.9级
螺栓质量追溯责任寿命:不少于60年
MONO 50 CNC单滑座数控滚丝机
设备参数
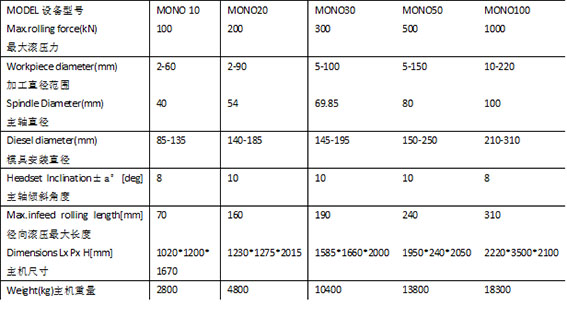
注:工件直径、模具直径和螺距三者不能同时达到最大值
设备还有如下配置与功能
1.装备西门子840D CNC数控系统与EVIRT独立知识产权滚丝专用软件。
2.两主轴分别由两台 独立的西门子SIEMENS伺服电机和两台 独立的德国Neugart变速箱(扭矩放大装置)独立驱动,全CNC控制两主轴的角速度和角位移,角度控制精度0.0010.
3.单滑座数控进给,博士BODCH比例伺服阀+伺服油缸+光栅尺+西门子840D构成双闭环CNC控制,全CNC控制进给滑座的速度和位移,位移控制精度0.001mm,定位精度0.003mm,重复定位精度0.002mm。
4.装备工件毛坯气动辅助压装置,模具压入毛坯之前解放人手或机器人,并确保毛坯全长贴实于定位支撑片上。
5.单滑座设备可选配双滑座机床上采用的专利配置,例如伺服调整的滚轧定位支撑和全自动激光数字对牙系统等。



