


Ⅰ、德国SLM公司3D金属打印机
德国SLM Solutions集团是世界领先的金属激光增材制造设备(3D打印)生产商,专注于选择性激光熔化(SLM) 相关的高新技术研发。
选择性激光熔化技术(SLM)广泛应用于航空航天、医疗、能源、汽车工业、教育、轨道交通等领域。
精密紧凑,实现广泛应用领域的3D打印
——适合研发或工业生产用复杂金属零部件
SLM125选择性激光熔化(3D打印)设备技术参数
加工尺寸(长×宽×高)125 × 125 × 125 mm³扣除基板厚度
3D光路系统配置单激光(1×400 W)IPG光纤激光器
加工速率最高25 cm³/h
可加工层厚20 μm-75 μm, 1μm/步
最小结构尺寸140 μm
光斑直径70-100 μm
最高扫描速度10 m/s
加工过程中平均惰性气体消耗2 L/分钟(氩)
排氧过程中平均惰性气体消耗70 L/分钟(氩)
电气连接/输入功率400 Volt 3NPE, 32 A, 50/60 Hz, 3 kW
压缩空气要求/消耗ISO 8573-1: 2010 [1:4:1], 50 L/分钟 @ 6 bar
机器尺寸(长×宽×高)1,400 mm x 900 mm x 2,460 mm
机器重量(含/不含粉末)约750 kg / 约700 kg
适用于所有金属粉末的设备
选择性激光熔化设备SLM 125的加工尺寸为125×125×125 mm³。设备结构紧凑,经济性极佳,适合应用于研发领域以及工业生产小尺寸零件。此外,SLM 125可选配成型尺寸50×50×50 mm³的加工小平台,可减少80%的粉末使用量。

选择性激光熔化设备 SLM 125 可基于3D-CAD数据打印出高品质金属零件。该设备兼备紧凑性、经济性以及高精度,主要适用于小批量加工,例如研发领域。

双向铺粉专利技术成就了其在同类型设备中最快的成型速度,而气体循环过滤技术不仅已获得专利,同时也呈现了安全操作的设计理念。惰性气流即使在调节到最低消耗量时也能够达到最理想的工艺特性。
SLM 125 可选配用于读取CAD/STL数据或切片数据的全开放式软件,允许用户根据需求进行自定义加工参数,实现个性化加工。打印材料可选择不锈钢,工具钢,钴铬合金,镍基合金,铝合金,钛及其合金等。设备的紧凑结构和少量粉末传输部件可保证快速便捷换粉。另外,大量的选配及扩展功能使该系统能够适应各种客户的个性化需求。
筛粉设备PSM能够与 SLM 125 达到最佳配合使用效果。筛粉过程中,大颗粒粉末会被筛选出来并被分离至一个存储瓶内。达到颗粒范围内的可重复利用的粉末,将被传输至存储容器中并可直接再次使用。
Ⅱ、德国STAMA斯塔玛立式多主轴加工中心:高效生产的不二选择

STAMA斯塔玛公司是德国著名多主轴加工中心生产企业,其加工中心可单主轴、双主轴、4主轴,甚至更多,适合大批量、高效加工。
STAMA斯塔玛单主轴、双主轴主轴加工中心示意图--
STAMA斯塔玛MC326/MC331/MC334多主轴加工中心--
STAMA斯塔玛MC326单、双主轴加工中心带180度回转交换工作台,可在加工的同时上下料:
STAMA斯塔玛MC326多主轴加工中心参数--
STAMA斯塔玛MC326/MC331/MC334多主轴加工中心结构对照图--
STAMA斯塔玛MC331单、双主轴加工中心带180度回转交换工作台,可在加工的同时上下料:
STAMA斯塔玛MC331单、双主轴加工中心参数--
STAMA斯塔玛MC334单、双主轴加工中心带180度回转交换工作台,可在加工的同时上下料。
STAMA斯塔玛MC334单、双主轴加工中心参数:
STAMA斯塔玛MC326/331/334加工中心带主轴间距对照图--
STAMA斯塔玛双主轴加工中心示意图--
STAMA斯塔玛4主轴加工中心示意图--
STAMA斯塔玛MC326/331/334加工中心数据--
STAMA斯塔玛多主轴加工中心典型加工零件--

咨询电话:135-2207-9385
Ⅲ、德国维拉WERA公司插滚机床 插齿滚齿拉齿的高效结合

德国维拉WERA公司自行开发并注册的插滚专利机床工艺技术,经多年成功的实际应用,目前已在欧美汽车变速器行业投入批量使用。
德国维拉WERA插滚工艺是首次将滚齿、插齿和拉齿工艺合并在内、外齿热前制齿加工生产中心。联系:13501282025
德国维拉WERA内齿/花键插滚工艺
(举例工件:变速器同步齿圈加工)
 、
、
插滚工艺方式为工件和刀具连续式旋分加工,其加工原理是将滚齿和插齿运动相结合。
首先比较一下几种热前制齿加工的刀具与工件间的基本变速传动作用关系:
滚齿:涡轮蜗杆传动
插齿:圆柱齿轮差速传动
剃齿:螺旋齿轮驱动
德国维拉WERA插滚法:采用维拉专利旋分技术,因此可加工出多种不同齿形,即内外圆渐开线、非渐开线和非几何对称齿形,且无需退刀槽。
德国维拉WERA公司插滚机床插滚法加工齿圈的特点:
投资少:单机,无需传送带
占地少:单机,占地面积少
人工费低:操作人员少
以加工同步齿圈为例,迄今为止的传统工艺需要5 台以上机床分序加工:车削、拉削、倒角、铣槽和倒锥。生产中耗费大量物流(工件输送)、多次清洗和人工及场地成本,当然还可采用成型加工技术生产,但成品后工件存在内外齿形错位对称度不良问题。
德国维拉WERA插滚法第一次将工序集成,即在一台插滚机上将齿圈毛坯加工成成品,完成制齿、倒角、油槽和倒锥完整加工。
值得一提的是,全部加工均为干式加工,无需冷却液。
德国维拉WERA公司插滚机床特点:
节省原材料:切削少
工件检测成本低:工序集中,检测环节少
刀具成本低:刀具制造简单,可多次修磨复用
节能:单机,节省能源和排放
德国维拉WERA外齿/花键插滚工艺
(举例工件:变速器同步齿轮和同步体加工)

在汽车变速器齿轮行业中,带单联或多联封闭齿的同步齿轮和同步体批量大、传统加工效率低且不易加工,但采用维拉插滚法加工却极为简单方便,且效率和精度高。
德国维拉WERA插滚机采用平行倾斜布置的工件主轴和刀具主轴得以轻松实现非对称几何尺寸的花键齿。
实现这一功能的方法是,该机刀具主轴(插滚轮)针对工件主轴采用非重复变速比设计方案。
加工后的两齿面几无切削痕。加工为一次装卡两次进给切削完成,通常一次切削完成切削量的67%;二次切削完成剩余33%的切削量。
切削参数视具体工件加工切削量要求任选。该机与维拉公司其他系列机床相同均采用干式切削。
加工直齿花键的插滚刀为斜齿锥形设计。刀具采用带涂层的高速钢(PM-HSS)制造,可多次复磨使用。
Ⅴ、意大利AZ埃泽磨床公司深孔磨床

意大利AZ 埃泽磨床公司位于意大利北部维那托,成立于1975 年。埃泽的公司使命是解决复杂工件磨削加工过程中遇到的特殊难题,提供给用户不仅是磨床产品,还有完整的针对性解决方案。
意大利AZ 埃泽磨床公司拥有一批特殊工程师,他们负责从最早对用户工件的分析琢磨,最终到沟勒出满足用户需求的磨床成形制造出台。
由意大利AZ 埃泽磨床公司制造的磨床产品采用了最先进的机电一体化方案,以及国际市场上最佳的与之匹配的测量系统、精密控制单元,这些结合我们富有经验和创造力的研究与开发运作经验,构成了当今世界最复杂的产品生产线之一。
意大利AZ 埃泽磨床公司在其系列磨床中结合了技术辅助、培训和售后服务支持相结合的创新性感应监控系统,这系统能够通过相机、传感器和互联网界面对工件的磨削加工过程实施全程监控。
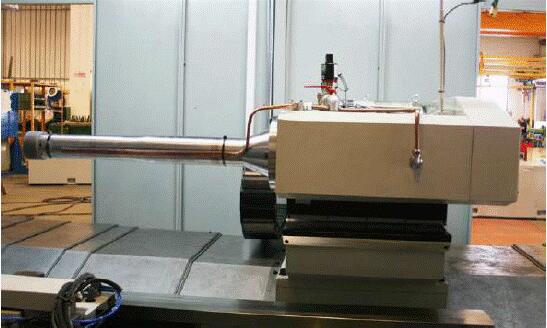
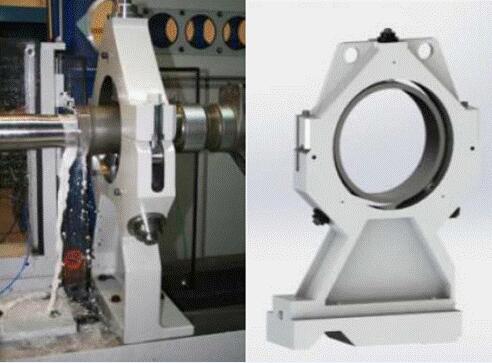
意大利AZ 埃泽磨床公司型号为GSB 的内圆磨床为内圆磨削过程、端面磨削和锥形磨而设计。
特别适用于航空航天工业领域,这种磨床类型由于采用了针对内圆磨深孔的大型的特殊主轴和磨削砂轮,因此可以达到内圆磨的最佳磨削质量。

意大利AZ 埃泽磨床公司深孔内圆磨削磨床(型号:GSB)技术参数:
磨床床身和工作台--
磨床的床身由高强度、高热稳定性的铸铁组成。
导轨由一个平行槽和V行槽二条槽组成。
导轨表面用手工打磨以确保最高的精度和线性平整度。
砂轮头单元--
坚固的机构、铸铁、热稳定性,拥有手工雕琢的表面,可以确保获得磨削砂轮头在各个位置获得最高精度的线性和平整度
这个导轨表面是特殊的抗摩擦塑料材料(耐磨片)为了以下原因:
1、降低离合摩擦;
2、降低一般摩擦系数;
3、减少摩擦磨损。
主轴
意大利AZ 埃泽磨床公司这台磨床可以提供一根合适的内圆磨主轴,专门针对工件的要求而设计而拥有契合的内圆磨砂轮法兰。
这根主轴拥有如下的特性:
1、最大功率20 KW
2、主轴旋转速度Till 15000rpm 最高速度到15000rpm
3、最大的孔径100mm
4、最大的孔深度800mm
深孔内圆磨砂轮的选择必须依照磨削的材料来进一步决定。
1、程序控制
意大利AZ埃泽磨床公司这台磨床的程序控制有些功能可以给操作人员更多的自动化和安全工作作业
2、间隙控制
在这台磨床中安装了一个微型话筒它可以监测磨削过程中的噪音,当砂轮将与工件接触所产生的噪音,其噪音被记录比较而进行调控,从而用特殊声音来控制间隙。
3、修整控制
用类似的噪音调控方式,可以监测修整器与砂轮接触,实现良好的修整控制。
4、事故控制
为了防止可能发生的事故,一种超声波释放(在与工件接触碰撞的千分之一秒)可以给磨床以指令使砂轮反向退进,从而避免碰撞事故。
工作头--
工作头是由高强度的铸铁组成
主轴旋转是由无刷电机驱动的
工作头主轴内是由高精度的滚珠轴承支持
工作头的主轴转速是由数控程序控制
主轴拥有如下的特性:
(1)Max Power 最大功率4.7 [kw]
(2)底盘的直径有150 毫米
WHEEL DRESSER 砂轮修整器
这台磨床配置有砂轮自动修整器,可以修整砂轮的圆周。
这台修整器拥有下列特性:
(1)修整器主轴的功率1.2 KW
(2)最大的选择速度10,000rpm

STEADY REST 中心架--
这台磨床配置有3 点式中心架,其直径范围从50 毫米到150 毫米。
这个中心架可以从磨床上作为分离的平面工作台而单独分立,这样磨床可以“延伸”,这样做的目的为了紧密地把工件夹持到磨床的某个指定位置。

埃泽公司采用西门子840sl 型数控系统来完成复杂任务(这可以根据订单约定时期确定的参数来配置设定)。RPS 辐射防护单元也将包括:
CPU,RAM 和HD可作为用户的配置(通常我们提供最新款式);
可移动的硬盘将配置运输锁;
LPT1 平行接口,PS/S 鼠标,PS/S 键盘,多点界面(MPI),USB2.0,2 通道(1 终端/1 外接端口),以太网10/100/1000 Mibit/s(LAN)网卡;
操作员键盘15 英寸的彩色显示屏;
软件证书和技术手册;
电动手轮可随心所欲地驱动砂轮头和工作台。
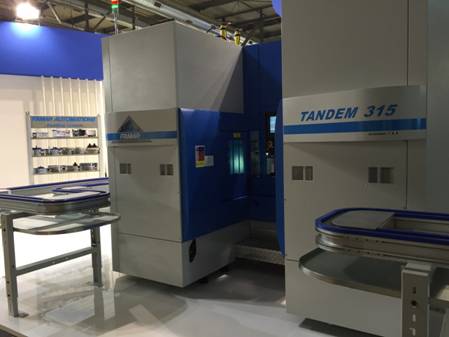
Ⅵ、意大利Famar双主轴倒立车生产线
意大利Farmar公司是著名的倒立车生产商,其“TANDEM”双主轴倒立车带自动上下料系统的生产线,在机械加工的各个领域大显身手,具有自动化程度高、效率快、易于操作、占地面积小,节省人工等特点。联系:13522079385.

可靠性:
意大利Farmar公司从设计到交货,以精度和速度提供切实响应客户生产需求的机床,Tandem双主轴立式车床生产线成为经得起时间考验的可靠加工手段。

灵活性:
意大利Farmar公司凭借Tandem的灵活性,向客户提供可以契合其生产需求,将双主轴倒立车生产线纳入整个加工中,Famar公司给予安装,调试及之后的支持。

量身定制:
意大利Farmar公司针对多样化的生产需求,Famar公司的Tandem系列可以提供量身定制。

在线测量:
测量安装在工作区的外侧,可以连续监控加工质量,保证过程的稳定性,修正由于刀具磨损导致的偏差。

完全自动化:
Tandem系列允许各类的定制自动化上下料方案,从托盘到输送机,从料仓进给装置到立柱输送带,再到机械手和完全自动的上料库都可完全自动化。
加工范围:
加工直径从150mm-400mm,双倍的加工,可同时加工两个工序。
Y轴定制化:
安装在机床床身上的第三个轴,跟随刀塔的横向运动,用于加工(钻孔、攻螺纹和铣削)工件旋转轴的外侧。
特殊用途:
1.可滚压;2.可配专用的多头钻。


