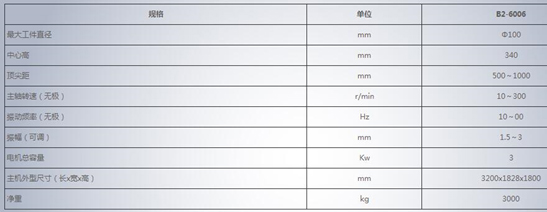
1、凸轮轴砂带抛光机B2—6006
机床性能结构特点
B2—6006型凸轮轴砂带抛光机是我公司吸取国外先进技术,自行设计开发制造专用于凸轮轴零件的外圆表面抛光加工的机床。
机床布局合理,采用整体防护,维护方便符合人机工程要求。
头架由两个电机分别控制主轴旋转和轴向振动,电机均为变频控制,可根据工件材质工件尺寸选择转速范围和最佳振频;满足抛光加工对改善表面粗糙度的要求。
尾架主轴由液压控制进退。
砂带卷带机构的走带量根据工件加工需要可调整;加工过程设置工件正、反向旋转,提高加工质量。一个工作循环可以改善表面粗糙度一级以上。
电气系统主要元件选用日本OMRON公司和富士公司产品。
液压系统选用北部精机产品(可根据用户要求选用其他厂家产品)。
机床操作简便、性能可靠,可适用于不同直径,不同长度多品种凸轮轴的加工。
咨询电话:15910974236
2、数控曲轴砂带抛光机B2—6008
机床性能结构特点
B2—6008型曲轴砂带抛光机是在我公司多年设计和制造砂带抛光机的基础上,吸取国外先进技术,开发的专用于曲轴零件的外圆表面抛光加工的机床。并在此机型上根据市场需求,研发B2—K6008型数控曲轴砂带抛光机,结构新颖、技术先进、性能完善。
机床布局合理,采用整体防护,维护方便符合人机工程要求。
头架由两个电机分别控制主轴旋转和轴向振动,电机均为变频控制,可根据工件材质、工件尺寸选择转速范围和最佳振频;满足抛光加工对改善表面粗糙度的要求。
尾架主轴、抛光头前进、后退由液压驱动。
砂带卷带机构的走带量根据工件加工需要可调整;一个工作循环可以改善表面粗糙度一级以上。
电气系统主要元件选用日本OMRON公司和富士公司产品。
液压系统选用北部精机产品(可根据用户要求选用其他厂家产品)。
机床操作简便、性能可靠;数控型机床调整更方便、适应能力强。可适用于不同直径,不同长度的多品种曲轴的加工。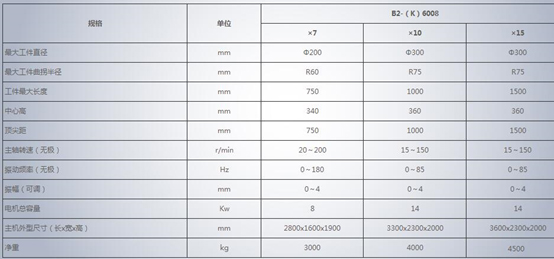
3、数控凸轮轴去毛刺机B2-K4001
机床性能结构特点
B2-K4001型数控凸轮轴去毛刺机是依据砂轮磨削原理,采用专用打磨轮对凸轮轴毛刺进行打磨。该机床是汽车、拖拉机、压缩机等发动机中凸轮轴的专用去毛刺机床,经过打磨后凸轮、主轴颈两端可形成钝角,从而改善工件表面状况。
该机床适用于大批量生产的汽车厂、拖拉机厂、凸轮轴专业生产厂、压缩机厂以及修配厂。机床调整简单,维修方便,生产效率高。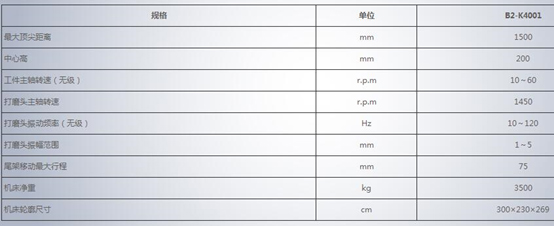
4、数控齿条轴砂带抛光机
机床性能结构特点
B2-K7002型数控齿条轴砂带抛光机是为汽车行业转向器上齿条轴加工提供的专用机床。该机床精度高、自动化程度高、操作简单、维修方便、加工效率高,已在国内齿条轴超精加工中具有良好的声誉,在国内市场上具有越来越高的占有率。是一款性能可靠、加工精度高的数控专用砂带抛光机。
机电一体化结构布局,整体防护,维护方便符合人机工程要求。
解决了齿条轴表面粗糙度以及表面网纹的质量问题。
抛光头工作台进给(Z轴)采用交流伺服-滚珠丝杠副驱动,最小设定单位为0.1μm,最高快进速度可达5m/min。
抛光臂张开闭合动作采用气缸控制,可实现不同直径工件的加工。
机床加工(砂带)刀具的走带机构系统的机构设计及砂带适于不同加工要求的砂带选用。
采用进口先进的数控系统,具有磨削过程程序变换,工件品质管理,机床状态监控,故障自诊断及异常报警等全方位的控制功能,菜单式界面输入简便。
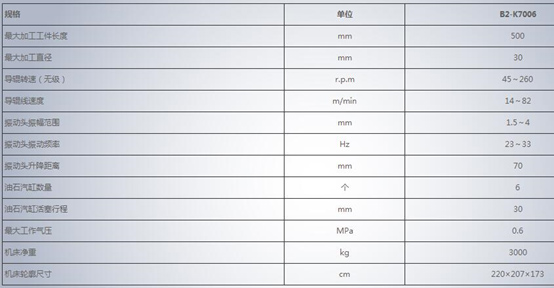
5、齿条轴油石超精机B2-K7006
机床性能结构特点
B2-K7006型齿条轴油石超精机是采用超精加工原理,以切入方式对工件的外圆柱面进行超精加工的精密加工设备。外圆柱面经过超精加工,粗糙度和圆度均有改善,并能去除前工序加工时形成的表面变质层,从而提高工件的抗磨性和使用寿命,降低工件运动中的噪音。
该机床适用于批量生产加工细长轴零件,如:齿条轴等零件。
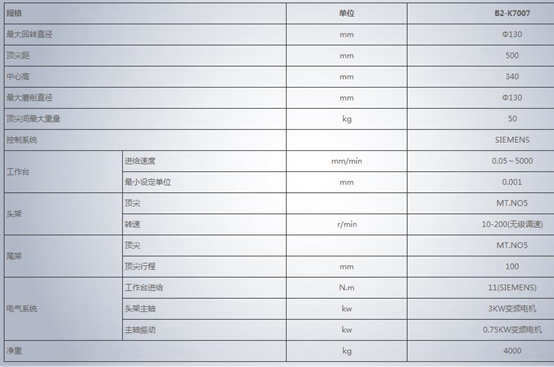
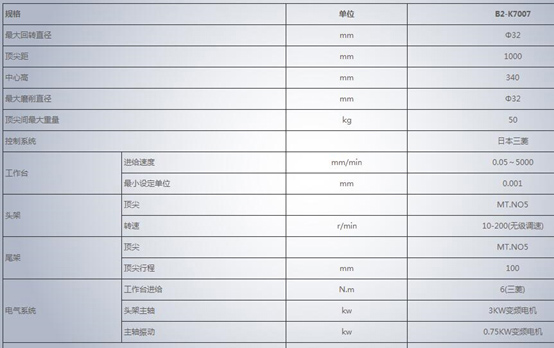
6、数控砂带抛光机
机床性能结构特点
B2-K7007型数控砂带抛光机是我公司在多年砂带抛光机设计制造、使用经验和新技术的基础上,开发的数控砂带抛光机。该机床适应性强、自动化程度高、调整简单、维修方便,生产效率高。适用于汽车厂、压缩机厂以及修配厂等齿条轴、台阶轴、光轴等轴类零件的外圆表面加工。该 机床是操作简便、性能可靠、加工精度高的数控砂带抛光机。
机电一体化结构布局,整体防护,维护方便符合人机工程要求。
采用双工位,粗、精抛两种加工方式,加工后表层物理性状明显改善,浅层划痕及局部黑皮得以去除,从而改善工件表面粗糙度,提高工件使用寿命。
抛光头工作台进给(Z轴)采用交流伺服-滚珠丝杠副驱动,最小设定单位为0.1μm,最高快进速度可达5m/min。
采用气缸控制抛光臂的张开闭合动作,可实现不同直径工件的加工。
采用进口数控系统,具有磨削过程程序变换,工件品质管理,机床状态监控,故障自诊断及异常报警等全方位的控制功能,菜单式界面输入简便。