

深孔镗孔加工一直以来都是机械及模具加工中的难题,之前有个同学就碰到了胶管模具上的一个48×215mm 的深孔加工,希望把他趟过的坑写出来,给你们提供一些帮助和借鉴。
一、零件图分析与工艺规划
零件图纸分析
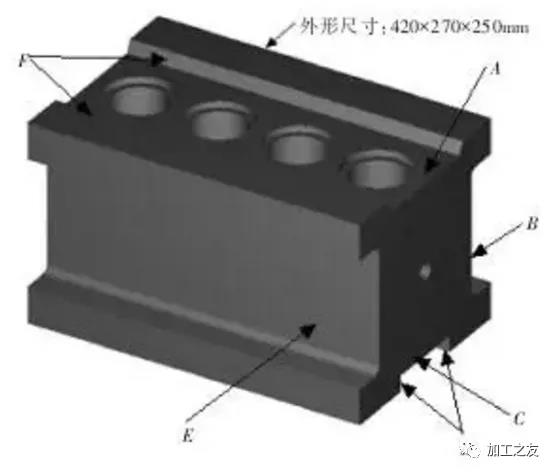
图 1 所示为胶管模具零件,有 4 个直径48×215mm 深的孔需要加工。外形尺寸 420×270×250mm,上下左右各有 4 个凹槽,孔面有台阶,两侧各有斜面为行位配合面。
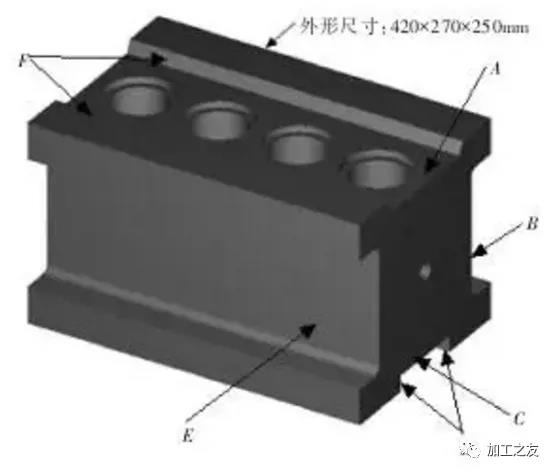
图1 胶管模具零件
零件尺寸如图 所示,此零件的工艺要求是孔的圆锥度不能超过0.1mm,表面粗糙度值为Ra3.2μm,孔距尺寸公差不能超过0.03mm,垂直度为0.03mm,此模具的产品是玻璃胶管,其壁厚只有 0.8mm,客户要求超过 0.8mm 的厚度不收货,可谓是越薄越好,就是为了节省成本。
当时,对于这么高难度的零件确实心里没底,虽然本单位只负责加工深腔镗孔,其它方面客户都可以配合加工。经多次尝试,研究出一套既简单又合理的加工方案。
工艺规划
零件镗孔前的简单加工顺序
精料回来后,铣床先加工两侧的凹槽位,如图1所示B、E处先粗后精,加工到数。
加工正面的台阶开粗,单边留余量 0.5mm,如图1所示A、F处。
加工底面的台阶开粗,单边留余量 0.5mm,如图1所示C、D处。
然后重新装夹校表,四面分中,中心钻加工定位,分步由直径10mm、直径24mm、直径35mm钻头加工,最后用直径44mm钻头加工钻穿开粗。
完成后至大水磨加工面和底,如图2所示处并磨削到数,保证平行度为0.03mm。
如图 1 所示 B、E 侧面磨削预留 0.3mm 精加工余量。
零件的的装夹及定位基准
工件直接装夹在数控工作台上,4 个模脚分别码紧,校表分中,误差控制在0.03mm以内。
二 、零件数控加工
零件图纸分析
自制镗刀:先自制一把镗刀架如图3所示,材质是837H,先粗车,预留0.5mm余量,热处理后用外圆磨床加工,重点是保证同轴度。镶刀片的小刀架购买标准件 10×10mm,便于更换刀片,保证尺寸。
内装小刀架的倾斜角度是20°,线割加工,稍紧配合。镗刀架钻孔配 M6mm 的内六角螺丝,用内六角螺丝锁紧小刀架。标准小刀架装硬质合金刀片,主偏角30°,后刀面避空角度15°,刀片尖角带R0.3~R0.4mm角,尽量减少接触面,以防震动。

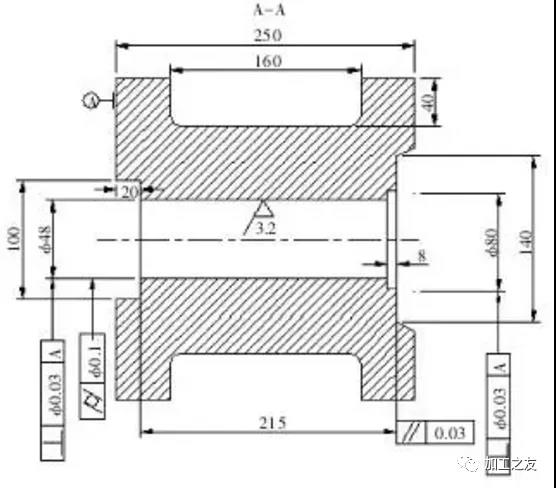
图2 零件尺寸图
加工方案确定
孔加工方案1
采用快走丝线割加工,这种方法是最直接简单,不用开粗,但由于尺寸过深有 215mm,加工时冷却和冲水很难解决,且容易断线,表面粗糙度值达不到要求。
孔加工方案2
采用慢走丝加工,由于孔深也容易断丝,但每个孔的加工费约 1,945 元,总计算模具的线割费用将近7,700元,远远超出客户的成本计算。
孔加工方案3
数控外形铣削加工,用加长刀把装圆刀粒或菱形合金刀粒,深度分层加工,由于接触面积较大,每次进刀和退刀加工时声音非常大且刺耳,加工出来的表面粗糙度值和尺寸精度非常差,中间还不时有倒扣的凹槽,仅粗糙度无法控制,远不达标。
孔加工方案4
数控镗孔加工,采用机型是850B型,一般的机床均可,此机型的 Z 轴高度是 500mm,能满足镗刀架 230和加工件孔深250mm的加工要求,且加工时间每孔总共只需 2h,加工精度高,表面粗糙度值和尺寸精度均符合图纸要求。通过对成本和加工精度和加工难易程度等方面对比,故选择方案4的孔加工方案。
数控镗孔加工过程
装夹找正
工件上机床,码紧4个角的位置,校平工件的平行位置和水平度,如超过 0.03mm 则要重磨工件的上下面,否则很难保证孔的垂直度。校表公差控制在0.02mm以内,4个面分中,以第二台阶面为加工Z轴的0面,尽量有足够的抬刀空间。
装镗刀架
第一次粗加工用表卡测量好镗刀片高于大刀架的尺寸,粗加工预留单面 0.5mm 左右,便于半精加工。镗刀片主偏角 30°,后刀面避空角度 15°,刀尖圆角为R0.3~R0.4mm角,尽量减少接触面,减少受力,以防震动产生倒扣。镗刀尖对刀工件表面为0面。
镗孔程序
指令格式 G76X_Y_Z_R_Q_P_F_;,G76 为精镗孔指令,X/Y/Z孔的坐标位置,P为孔底有暂停,Q表示刀具加工完暂停偏移,抬刀时以防刮伤已加工侧面。
粗加工参数设置
转速S为120转/min,进给F为80mm/min,切削量1.0mm,切削油为冷却液,油的流动性需好,冷却到位。
半精加工参数设置
粗加工完毕,进行卡数和检测,深内孔的尺寸可用内孔测规,通常是会有一定的锥度,转速 S 为 110转/min,进给 F 为 70mm/min,切削量 0.6mm,切削油为冷却液,油的流动性需好,冷却到位来保证精加工的粗糙度。
精加工参数设置
加工每个孔都用新的刀片加工,转速S为100转/min,进60mm/min,用千分卡测量好刀片的位置,锁紧小刀架加工。先试孔加工,因为工件的顶面有个 15mm的台阶,直到尺寸达到图纸要求。
三、程序的编写
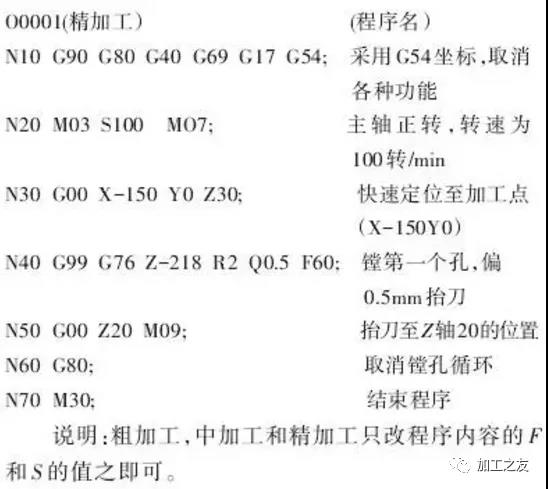
说明:粗加工,中加工和精加工只改程序内容的F和S的值即可。
此套加工方案经过了数次的现场改良,从外形铣削加工方案开始做起,中途要抬刀换多次的刀粒,每个孔的加工时间大约4h,加工出来的粗糙度值让客户非常头疼,导致第二道工序机器省模抛光一个孔需要一天,抛光出来圆孔的圆度还不合格。
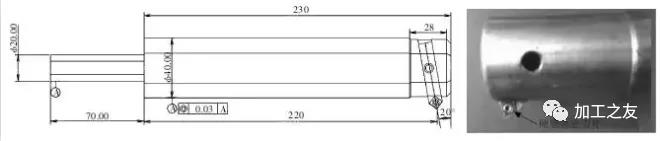
图3 镗刀架
用镗孔加工,主要是进给和速度两项参数的设置,进给速度正常计算 Vc=πDN/1,000,经过多次现场加工,不断改良,最终总结出精加工转速 S 为 100 转/min,进给F为60mm/min,虽然结果简单,付出不少,但得出中加工/半精加工和精加工各一次就能完成,每个孔的总共加工时间在2h以内,圆柱度和粗糙度值全部达标,减少了客户的二次加工时间,真正提高了生产效率,获得了客户的好评。
此套最终镗孔加工方案虽然简单,但过程着实不容易,缺少任何一个细节加工出来的效果可能都不一样,深孔镗孔最担心的就是怕在加工过程中出现震动,受力过大导致倒扣,工件都将报废。因此在刀片选择、注意事项等加工参数的设置这几个方面,希望能起到一些借鉴和预防的作用。


