
01
序言
我国制造业的飞速发展,为我国甚至全球创造了巨大的经济效益。随着市场竞争日益激烈,降本增效成为各个企业必须面对的问题。为了有效地降本增效,需要分析生产成本的构成。生产成本由直接材料、直接人工和制造费用三部分组成。直接材料是指在生产过程中的劳动对象,通过加工使之成为半成品或成品,它们的使用价值随之变成了另一种使用价值。直接人工是指生产过程中所耗费的人力资源,可用工资额度和福利费用等计算。制造费用则是指生产过程中使用的厂房、机器、车辆及设备等设施及物料和辅料,它们的耗用一部分是通过折旧方式计入成本,另一部分是通过维修、定额费用、机物料耗用和辅料耗用等方式计入成本。本文通过优化几种刀具使用方法,减少刀具消耗成本,提高加工效率,从而达到节省机床使用成本的效果。
02
更改刀具材质提高加工效率
常用的刀具材质有以下几种:高速钢、硬质合金、陶瓷、CBN和PCD。CBN和PCD具有较高硬度、最高耐磨性,其材质相对很脆。高速钢韧性最佳,但硬度很低,耐磨性差。
高速钢是高碳合金钢,主要合金元素有钨、铬、钼、钴、钒和铝等,含有大量的碳化物。高速钢刀具具有较高的韧性,其硬度相对很低,优点是价格便宜,可塑性高,而且几乎可以加工所有材质,是早期切削刀具使用的主要材质;缺点是对于操作人员要求较高,需要人工磨刀,而且高速钢材质可承受的切削速度很低。例如工件材质为45钢,硬度为250HBW,切削速度为30~60m/min,切削效率较低。
目前最常用的刀具材质是涂层硬质合金,涂层硬质合金刀具硬度、耐热性等优于高速钢刀具。可以承受更高的切削速度,切削速度为100~300m/min[1]。
以车削钢件外圆为例,采用硬质合金车刀替换高速钢车刀,切削速度可以由50m/min提高至180m/min,效率提高3倍以上,而且硬质合金刀具也有更高的刀具寿命。可换刀片硬质合金车刀则不需要修磨,更换刀片即可,不需要操作人员具有磨刀技术。
除了高速钢和硬质合金刀具之外,还有陶瓷、CBN和PCD,这3种材质具有更高的切削速度——1000m/min以上,但其应用范围有限。陶瓷和CBN通常用于加工铸铁类工件以及50HRC以上高硬度的钢类工件。PCD通常用于加工铝、塑料、木材以及硬质合金,但是不能加工铸铁类零件[2]。
以铝合金铣刀为例,高速钢铣刀切削速度为120~300m/min, Mapal(玛帕) 品牌硬质合金铣刀HP615材质推荐的切削速度为700m/min,而PCD材质铣刀可以使用的切削速度为1500~2000m/min。
03
切削参数对刀具寿命和生产效率的影响
为了提高加工效率和刀具寿命,要判断切削参数是否合理,分析各个切削参数对刀具寿命和效率的影响。切削参数包括切削速度(线速度)、进给速度和背吃刀量,也被称为切削三要素。
3.1 切削速度vc
切削速度vc与主轴转速的关系公式为vc=πDn/1000,其中D为刀具/工件的有效直径(单位为mm),n为机床转速(单位为r/min)。切削速度过高时,后刀面磨损加剧,工件表面质量会变差,切削速度极高时刀片还会发生塑性变形。切削速度对刀具寿命的影响曲线如图1所示。

图1 切削速度对刀具寿命的影响曲线
3.2 进给速度vf
进给速度的计算公式为vf=fZZnn,fZ为刀具进给量(单位为mm/z),Zn为有效切削刃数(单位为个),n为机床转速(单位为r/min)。进给速度过高,切屑不受控制,加工表面质量会变差,切削功率大,切屑对刀具或已加工面造成冲击。进给速度对刀具寿命的影响曲线如图2所示。

图2 进给速度对刀具寿命的影响曲线
3.3 背吃刀量ap
背吃刀量是指未切削表面与已切削表面间的差值,背吃刀量对刀具寿命的影响曲线如图3所示。

图3 背吃刀量对刀具寿命的影响曲线
切削三要素中切削速度、进给速度和背吃刀量都对刀具寿命有影响。背吃刀量的影响最小,进给速度的影响较背吃刀量大,切削速度对刀片的寿命影响最大。
为获得最高刀具寿命,优化参数的方向是:最大化背吃刀量以减少走刀次数;最大化进给速度以缩短切削时间;降低切削速度以获得最佳刀具寿命。
提高粗加工效率,可以从优化背吃刀量开始,如果刀路较多,通过增大背吃刀量,减少刀路的方法,或者通过增大背吃刀量,降低切削速度,提高刀具寿命,增加进给速度,保证加工效率。
3.4 应用实例
某汽车零件加工厂生产的法兰如图4所示,现有的加工方案效率较低,需要优化各项切削参数,以提高刀具寿命和生产效率。

图4 法兰
通过增大背吃刀量、减少刀路、降低切削速度等方式,优化加工方案。优化前刀路较多而且较乱,优化后刀路清晰,如图5、图6所示,优化前后参数见表1。优化后刀具寿命由可加工15件零件增至可加工31件。

图5 优化前刀路

图6 优化后刀路
表1 优化前后参数

衡量刀片切削性能的因素是切削速度,数控系统读取的是主轴转速,很多编程人员在设计程序时仅考虑了转速,而忽略了直径因素,但是在实际加工中直径因素的影响也较大。以车削为例,当工件直径D为50mm、机床转速n为1000r/min时,线速度vc=157m/min。当工件直径D为100mm、机床转速n为1000r/min时,线速度vc=314m/min。
查询刀具样本可知,切削速度314m/min是非常高的,接近硬质合金刀片可承受的极限,切削速度高可加快刀具的磨损进程,降低刀具的使用寿命。
由此可知相同的机床转速,不同的工件直径、刀具切削速度,当刀具寿命过低时,可以检查是否由于切削速度过高造成。
04
修光刃对切削效率的影响
修光刃刀片是由3~9个不同半径的圆弧组成的刀尖角,圆弧半径可达到900mm以上。刀尖圆角、进给量与表面质量的关系为
Rmax=fn²/8r(1)
Rmax(修光刃)=Rmax/²(2)
式中,fn为进给量(mm/r);r为刀尖圆角半径(mm);Rmax为切削表面波峰与波谷的高度差(mm)。
该方式适用于精加工车削或镗削,修光刃刀具自身没有快进给功能。但根据前面公式,可以推断出修光刃刀具的特性为:加工参数相同时,修光刃刀具的表面质量可以提高1倍;相同表面质量时,修光刃刀具的进给速度可以提高1倍。
在要求相同表面质量时,使用修光刃刀具,可以使用更高的进给速度。
以加工输出壳端面为提效案例,工件材质QT500,要求表面粗糙度值Ra≤1.6μm。为了提高节拍,使用修光刃刀片,在达到相同表面粗糙度要求的前提下,进给速度由0.36mm/r提高至0.5mm/r,实测表面粗糙度值Ra=1.33μm,刀片寿命相同。使用普通车刀片与修光刃刀片的各项加工参数见表2,优化后输出壳端面如图7所示。
表2 普通车刀片与修光刃刀片的各项加工参数


图7 优化后输出壳端面
05
主偏角对切削效率的影响
前面简述进给速度的概念中提到了每齿进给量,一些品牌的刀具样本推荐切削参数使用的是最大切屑厚度hex,而不是每齿进给量。因为决定进给量大小的是最大切屑厚度hex,以及刀具的主偏角Kr。换算公式为hex=fzsinKr。
当主偏角为90°时,fz=hex,刀具最大切屑厚度与每齿进给量相同。随着主偏角减小,进给速度可以随之增大。
以方肩铣刀(见图8)为例进行说明,90°方肩铣刀齿数ZN为5刃,n=1000r/min,hex=0.2mm,fz=0.2mm/z, 机床进给速度vf=0.2×5×1000=1000(mm/min)。

a)方肩铣刀结构示意

b)实物
图8 90°方肩铣刀
45°主偏角面铣刀(见图9)ZN为5刃,n=1000r/min,hex=0.2mm,fz=hex /sin45°=0.282mm/z,则机床进给速度vf=0.282×5×1000=1410(mm/min)。

a)面铣刀结构示意

b)实物
图9 45°方肩铣刀
10°主偏角面铣刀(见图10)ZN为5 刃 ,n=1000r/min,hex=0.2mm, fz= hex/sin10°=1.156mm/z,则机床进给速度vf=1.156×5×1000=5780(mm/min)。

a)示意

b)实物
图10 10°方肩铣刀
综上所述,同种刀片在相同的转速下,主偏角越小,可以使用的进给速度越高。值得注意的是90°方肩铣刀主要承受径向力,轴向力趋近于零,随着主偏角减小,以10°主偏角铣刀为例,其主要承受轴向力,径向力很小。主偏角越小,振动趋势加大,所消耗的功率也越高。
06
加工方式对切削效率的影响
切削刀路对加工效率也有很大的影响。例如一种最近比较流行的动态铣削方式,是一种大背吃刀量、小切削宽度的高效摆线铣削方式,与常规的摆线铣削区别在于动态铣削过程是严格遵守恒定的切屑厚度hex,具有很高的金属去除率。由于动态铣削可以确保刀具切削过程中切削力恒定,所以加工速度快速稳定。
以铣削阀体外轮廓为例说明加工方式对切削效率的影响,工件材质为不锈钢,难点在于刀具长径比达4倍径,加工时产生振动。原方案使用可换刀片方肩铣刀,由于长径比大,导致切削振动大。无法正常加工。优化为采用硬质合金立铣刀,大背吃刀量、小切削宽度,动态铣削方式加工。动态铣削刀路模拟如图11所示,对比参数见表3。

图11 动态铣削刀路模拟
表3 参数对比

07
利用复合刀具提高加工效率
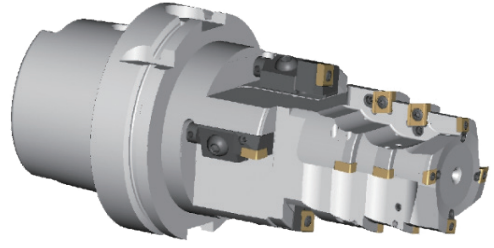
对于大批量产品,通常使用复合刀具提高生产效率,例如倒角钻、复合镗刀(见图12)等。

图12 复合镗刀
复合刀具是将多个工步刀具用1支刀具完成加工,提高了加工效率,同时也节省了多支刀具的换刀时间。复合刀具也有很多缺点,最大缺点就是没有通用性,仅针对某个工件设计刀具,和其他工件无法通用[3]。
08
结束语
本文提供了六种优化刀具的方式,对于提高生产效率,降低成本能起指导作用。优化刀具方法应该是灵活的,需要在实践基础上完成。优化前需要分析瓶颈工序,有针对性的优化刀具,根据生产具体情况,抓住重点,解决问题。







