欧美日机床
金切机床
锻压机床
电火花机床
二手机床
量具量仪
控制系统
机床附件
其他
全部机床分类
欧美机床
日本机床
国产机床
台湾机床
热点新闻
机床知识
机床网
全部机床分类
高端机床要闻
品牌企业要闻
新品推荐
行业资讯
热点新闻
机床知识
服务热线
15910974236
欧美日机床
金切机床
锻压机床
电火花机床
二手机床
量具量仪
控制系统
机床附件
其他
https://www.158jixie.com
当前位置:
158机床网
-
金属切削机床
-
加工中心
-
立卧转换加工中心
-
立卧转换加工中心(精镗加工)
金属切削机床
锻压机械
特种加工设备
刀具
三坐标,量具,量仪
数控系统、功能部件
机床元部件、附件
其他
机床电器
立卧转换加工中心(精镗加工)
产地:
沈阳
品牌:
沈阳一机床
编码:
-
生产企业:
沈阳一机床销售有限公司
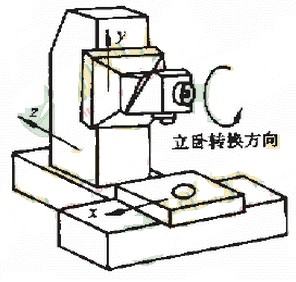
158机床网--近年来,立卧转换加工中心以其一次装夹后可连续加工五面体的优势,深受很多用户的欢迎。我厂先后开发了能自动进行立卧转换的加工中心和手动转换的数控工具铣床。这类机床(包括五面龙门加工机床),由于立卧转换使机床坐标系发生了变化,给实际编程带来一些问题,其中最主要的是精镗加工(G76、 G87)中刀尖退刀的问题。
产品详情
XH7910 立卧加工中心在出厂前,机床坐标按卧式规定(图1)。
由于机床采用的是FANUC 0MC系统,控制软件中无坐标转换功能,所以操作中必须注意机床转为立式后,刀具进给由Z轴变为Y轴。
机床进行G76、G87精镗加工时,根据加工循环图样(图2)可知,有一主轴定向和退刀动作。由于机床在自动换刀时必须为卧式,主轴定向位置已调整成与X轴平行,故机床转换前后,定向位置不变,而退刀方向则取决于CNC指定的加工平面(G17、G18、G19)。在CNCP 0002参数中设定了退刀方向(见附表)。
参数0002设定表
PMXY
2
PMXY
1
G17
G18
G19
0
0
+X
+Z
+Y
0
1
-X
-Z
-Y
1
0
+Y
+X
+Z
1
1
-Y
-X
-Z
机床出厂前PMXY
2
和PMXY
1
均设为0。在卧式加工中,执行指令G17G76(G87)X_Y_R_Q_P_F_K_:Z轴为孔加工进给方向,加工平面为XY(G17)。在G17平面退刀方向如图3a所示,机床能正常运行。
当机床转为立式加工时,执行指令G18G76(G87)X_Y_R_Q_P_F_K_:这时孔加工方向变为Y轴进给,加工平面为XZ(G18)。根据PMXY
2
、PMXY
1
出厂前的设定,机床退刀方向在G18 方式下为+Z,显然刀尖将碰撞在孔壁上(图3b)。
从以上分析可知,只要在立式加工时将参数设定变为PMXY
2
=1、PMXY
1
=2,则退刀方向将会与卧式加工时一样均为+X,即可解决问题。机床每次转换后用手动修改参数的办法过于繁琐,而且也无法发挥CNC 机床自动加工的特点。这时可以利用CNC 系统的G10(可编程数据输入)代码来修改PMXY
2
和PMXY
1
的值,从而实现参数的自动更改。
(a)
(b)
图3
具体编程如下:
子程序O9020:(从立式加工转换为卧式加工)
G10 L50:
N0002 ××10××××P××OO××××:
G11:
M72
M99:
子程序O9021:(从卧式加工转换为立式加工)
G10 L50:
N0002 P××OO××××P××10××××:
G11:
M71:
M99:
其中:G10 L50:可编程参数输入方式
G11:取消参数输入方式
M71:机床主轴头由卧式转换为立式(手动转换机床可省略)
M72:机床主轴头由立式转换为卧式(手动转换机床可省略)
程序中× 表示原参数值维持不变。
为了在实际操作中调用方便,可将参数P0220 值设为74,P0221 值设为73,这样在加工程序直接指令M73(调用子程序O9020)和M74(调用子程序O9021)即可。
注意以下几点:
必须将参数P0057中FXY位设为1,否则孔加工始终为Z轴进给:
将参数P0019中TLCD设为1,选择刀具长度补偿C:
除刚性攻丝外,其它孔加工固定循环均可通过平面指定来实现。
五面龙门机床中参照此办法编制相应的子程序。
转载请标注来源
158机床网
相关产品
M系列西铁城数控车削中心
实现2主轴3刀座复杂机械机构的同时加工 超强的柔韧性加工,适合复杂工件制作 电脑网络化技术和升级系统的使用,便于新机能的扩充。 集成了排刀的高速性能和转塔的多功能的新型主流机构。 人机友好设计,如键盘的自由摆放使操作变的舒适、方便。
普通车床 - CD6163
普通车床 - CD6163,CD6163,金属加工机械 - 车床,德州德隆(集团)机床有限责任公司,普通车床 - CD6163价格及其他相关信息
KS-K1604D (KS-B101D)-数显铝板开槽机
产品详细信息: 采用意大利经典的板材设备结构及结合我司多年的经验积累开发而成,主要用于幕墙复合铝板、纯铝板、PVC、防火板的开槽与切断;特制进口硬质合金刀具,高速运转平稳性好、生产效率高、使用寿命长;切槽深度由专门偏心轴承机构控制,在0-8mm之间任意调节,调节方便、精确度高,槽深偏差≤0.15mm;机头可作水平和垂直切割与铣削,尺寸调节方便、定位准确、操作灵活、平稳;
数控多轴车铣复合加工中心 MAL-700MC
同轴对峙双电主轴,上下分置双动力刀架,上刀架带插补Y轴,全功能数控车削中心,机床具有X1、X2、X3、Z1、Z2、Z3、C1、C2共8个伺服轴和双电主轴、两个刀架主轴共4个主轴,可进行4轴联动加工。
立式加工中心XH714型
XKN714型立式数控铣床/XH714型立式加工中心
相关新闻
1、
李长春:希望大连机床业承担起振兴民族工业历史重任
2、
具有战略性的发动机加工
3、
新年寄语—中国机床工具工业协会当值理事长/北京北一机床股份有限公司董事长王旭
4、
湘潭三峰数控机床有限公司电话
5、
光明理化学工业株式会社KOMYO RIKAGAKU KOGYO K.K.电话
6、
意大利PIETROCARNAGHI皮特卡纳基大型单柱立式车床(车铣复合)
7、
嘉泰数控科技股份公司参展第十届中国数控机床展览会超声波加工中心、双通道高速门型加工中心技术介绍
8、
德国索菲纳SUPFINA 圆锥圆柱滚子贯穿式超精研磨机
9、
二手勇克曲轴磨床Junker6L 10-10
10、
台湾机床企业,2021或将死掉三分之一?