内容介绍:
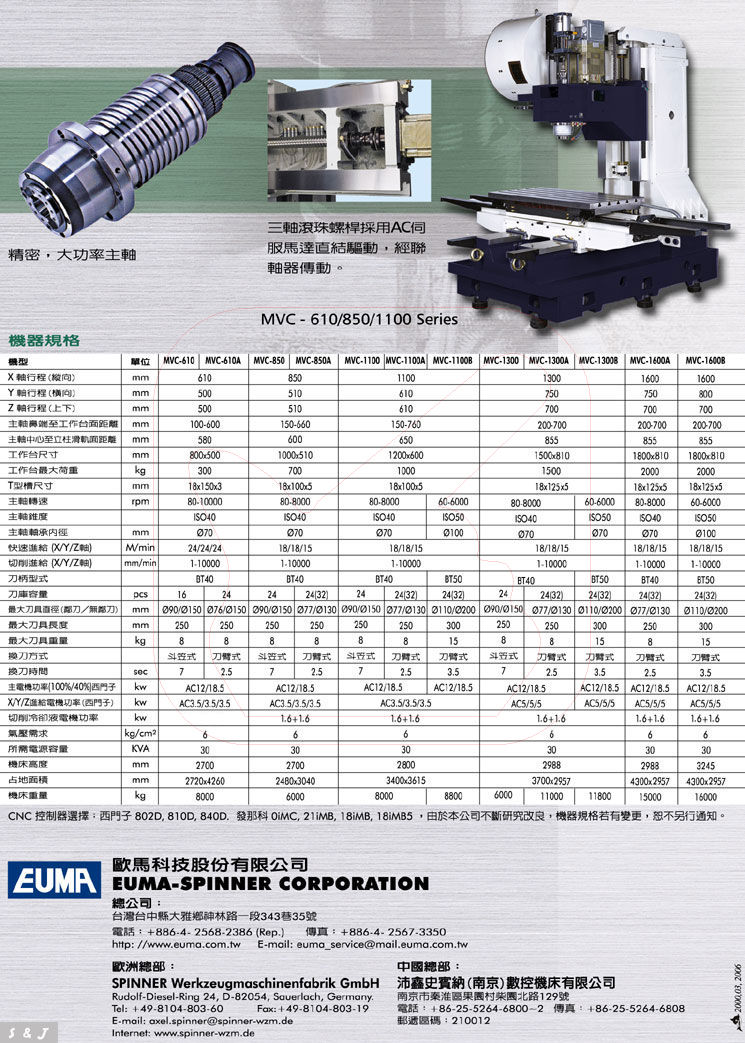
1.总体布局 本机床总体布局: 床身采用典型的“T型”结构形式,便于实现双工作台的交换。立柱采用“龙门式”框型整体结构,主轴箱设计成对称形式,并安装在立柱中央,因此立柱不承受水平面内的偏心力,扭转变形很小,热变形也降到最低,容易实现高精度;
2.床身部 2.1立柱在床身上往复运动完成横向方向(X轴)的进给运动,滑座在床身部上往复运动完成纵向(Z轴)进给运动。 2.2X、Z轴采用瑞士进口重载滚柱导轨(每条宽度45毫米),刚性强、动态性能佳。 2.3X、Z轴坐标移动由交流伺服电机通过联轴结将运动传递给滚珠丝杠(丝杆φ40毫米),驱动运动部件,以获得进给运动和快速运动。 2.4X、Z轴采用采用全闭环控制。
3.立柱部 3.1主轴箱在立柱上往复运动完成垂直方向(Y向)的进给运动。 3.2立柱为框型整体结构,强度高,稳定性好。 3.3Y轴采用瑞士进口重载滚柱导轨(每条宽度45毫米),刚性强、动态性能佳。 3.4Y轴移动由交流伺服电机通过联轴结将运动传递给滚珠丝杠(Y轴丝杆φ50毫米),驱动运动部件,以获得进给运动和快速运动。 3.5立柱“龙门式”框型整体结构,刚性好,主轴中心线与立柱两导轨中心线在同一平面,主轴系统变形小,加工精度高,Y轴采用大功率电机直接驱动,无重锤平衡。 3.6Y轴采用全闭环控制。
4.工作台部 4.1工作台可在滑座上实现B坐标360°的分度运动并依靠四个锥形定位销定位,通过液压夹紧。本机床配有工作台自动交换系统,实现双工作台的交换 4.2数控转台采内藏式大扭矩力矩电机直接驱动工作台转动的结构,电机的转子与转台连接座直接连接、定子与滑座连接,其结构简单、传动链非常短、“零”反向间隙,刚性好,力矩电机通过回转工作台装有的高精度角度编码器可实现闭环控制,保持准确的定位。 4.3数控转台可自动连续回转,定位精度高;采用了目前国际上最先进的精密交叉滚子轴承替代贴塑导轨,从而使工作台动、静态性能和运转准确性及稳定性几近完美。 4.4数控转台配有碟簧夹紧、液压松开功能,保证了加工过程中工作台无角位移,提高工作台承受偏载能力。工作台可自动连续回转,定位精度高。
5.主轴箱部 5.1主轴采用BT50锥孔,主轴电机、各进给轴均采用随系统原装配置,驱动性能稳定,精度高。 5.2主运动:主轴电机为交流伺服电机,主电机通过与ZF减速器与零背隙钢制联轴节直接驱动主轴旋转,使主轴获得40~6000r/min的无级转速。当机床配主轴中心出水功能时,主轴电机通过与ZF减速器经齿轮箱驱动主轴旋转,使主轴获得40~6000r/min的无级转速。 5.3主轴轴承采用高速、高精度专用主轴轴承,油脂润滑。主轴采用前、后轴承成组支撑,使主轴具有高精度、高转速、高负载、低温升的特点,承受大的功率和大扭矩切削,同时具有较高的主轴精度和较长的使用寿命。
6.润滑系统 6.1该机床除主轴轴承和三个坐标滚珠丝杆两端的滚动轴承采用油脂润滑外,滚动导轨和滚珠丝杠均采用稀油自动集中润滑,保证润滑部位润滑良好。自动润滑站位于全封闭护罩后端。
7.冷却和排屑系统 7.1主轴冷却系统:机床主轴采用恒温油箱冷却装置,保证主轴长时间、高速运行的稳定性、可靠性。 7.2工件、刀具冷却系统:该机床加工工件、刀具冷却系统采用高压喷淋冷去液进行冷却。加工时,利用冷却液的大流量喷淋来冷却刀具、工件。 7.3排屑装置:该机床备有自动排屑器,接屑小车,大大减轻操作者的劳动强度,提高工作效率。 7.4随机提供一把手持式冲屑气枪一把,方便操作。
8.液压系统 8.1本机床后端放有一个独立的液压控制单元。液压系统中采用的主要液压元件均为进口产品,各控制阀组均安装于执行元件附近,以保证各执行元件的响应速度。液压系统主要为主轴松刀、刀库机械手运动等提供动力。
9.气动系统 9.1本机床采用压缩空气给主轴锥孔吹气,以保持主轴锥孔的清洁,并且给刀库门开闭气缸,对刀仪气缸、刀具气冷、手动气枪等提供动力。用户应自备干燥、洁净的压缩空气气源,其气压不低于0.6MPa。 9.2气路系统主要包括过滤减压阀,气缸、三位五通阀,常闭二位二通换向阀,单向阀等部件。主轴前端的冷却喷头可根据需要选择冷却液或压缩空气对工件进行水冷或气冷。
10.防护装置 10.1机床导轨防护:采用专用不锈钢导轨防护罩,机床整机采用全封闭结构,保证铁屑、加工液不四处飞溅,保证操作者环境干净、卫生。 10.2机床大护罩及主要表面覆盖件均采用粉末涂装喷涂工艺制造,油漆覆盖力强,长期使用,油漆不退、掉色,保证机床长期使用,外观美观、整洁。 10.3机床脚踏板为选用附件,标准配置均不带踏板,分为两种形式,分别命名为8N部,8K部。 机床合同中必须明确机床脚踏板的形式。
11.电柜及电器元器件 11.1机床的电柜通过支架与床身的右侧连接。机床加工程序的编制及大部分操作集中于电柜中的操作面板上。 11.2机床电气控制柜采用防尘装置及空调机进行除湿,保证电柜长期工作的稳定性。
12.刀库 12.1机床配备了专业化生产厂家制造的40(60)把BT50凸轮式机械手刀库,换刀可靠,迅速、稳定 12.2为方便机床调试,在刀库外侧的全封闭护罩上有一组按扭开关用来对刀库进行手动控制
13.自动测量系统 13.1本机床采用Renishaw TS-27R刀具测量系统,非常方便的测量刀具长度和刀具直径。特别适合于刀具经常交换,大批量生产加工的行业,可以克服手工测量刀具时间长、误差大的缺点,提高工作效率。 13.2为减少加工时切屑和冷却液对自动对刀仪的损害,对刀仪是安装在单独的封闭护罩内,固定在滑座靠操作门一侧并低于工作台面;使用时由系统控制对刀仪下方气缸将其顶出至对刀高度,对刀仪护罩门同时由连杆打开;使用结束后,气缸将带动对刀仪和护罩门回到原位。
14.主轴中心水冷(用户选用功能,具体以合同约定为准) 14.1当机床配主轴中心出水功能时,冷却液箱中安装有三个冷却液泵,前两个冷却液泵的功能与冷却液箱中两个冷却液泵功能相同,第三个冷却液泵将冷却液箱中的冷却液送到中心出水水箱中,在由中心出水水箱上面的冷却液泵将冷却液送出,通过主轴中心实现机床主轴中心出水功能,主轴中心水冷出水压力3MP,流量50L/min。