仪表车床,带尾架、高精度、精密仪表车床产品、厂家、价格咨询-158机床网
https://www.158jixie.com
-
ZCK50数控轴承车床
ZCK50数控轴承车床为高效轴承加工专用数控车床,可实现对轴承内/外套圈从“坯料—磨前”工序全自动化加工。该机床具有以下特点:
60°整体式斜床身,机床刚性好;
自动排屑器侧面排屑,排屑流畅;
高转矩双主轴结构,大吃刀量时工作效率高;主 轴为高精密通孔式主轴,运转平稳;
X轴、Z1/Z2轴采用矩形导轨结构,使用3-5工位排 式刀架,换刀迅速;
采用主轴变频结构,集中式机床操作板。
自动上料,自动接料,可实现一人操作多台机床 ,降低生产成本。
-
BK202S平行双主轴数控车床
158机床网---采用西门子SINUMERIK 840D数控系统实现对主机、上下料的控制,在一台机床上可完成对工件的全部车削和钻孔加工,又可利用两个轴同时加工两个零件,同时可实现工件加工尺寸自动检测和误差自动补偿。采用液体静压导轨,提高了机床的耐用性和加工精度。该机床主要用于加工盘类零件,可用于汽车、摩托车、纺织机械等机械设备的盘类零件车削加工,所配的上下料机械手和料库,可多机联线,组成加工单元,实现无人化操作。
-
CK系列数控车床
158机床网---CK系列数控车床,其整机的强度、动静态刚度、主要部件的机械结构、防护冷却、安全性等设计先进。该系列机床采用高强度铸铁铸造床身底座整体式结构、倾斜导轨,高精密通孔式主轴结构、抗振性设计以及广域型交流主轴电机,主轴轴承及进给丝杠轴承等关键部件均采用世界名牌产品,配备多工位转塔刀架,可连续分度,就近换刀,转位精度高,分度速度快。机床选配日本 FANUC 0I-TC 、 FANUC 0I MATE 、德国西门子 810D 、 802D 、大森 3I 等数控系统,也可选配国内外其它名牌系统,机床液压件、润滑单元、卡盘均选用国内外优质产品。
-
-
-
-
-
CJ7025A仪表车床(整机)
158机床网---主轴——前轴承7511和后轴承7510(斜珠轴承)组合而成,有足够的径向、轴向的承受力,确保其钢成。
进给——用手柄转动圆盘,通过拉铁推动拖板的往返。
拖板——分为活动拖板(160mm长)和固定拖板(80mm长),称为双拖板;在加工中分别担任不同的加工工艺,也可以选购整体活动拖板(240mm长),成为单拖板。
夹紧——由两个月形爪和滑套及月形爪支承组成,是夹持工件的动力。
弹簧夹头——用弹簧夹头夹持材料。每种材料规格对应一个夹头,范围在公称直径±0.1mm内。
切刀架——安装于车头箱上作切断用途,是棒形加工时的辅助工具。
-
C7012D1仪表车床(整机)
158机床网---主轴——前轴承30207和后轴承30306(斜珠轴承)组合而成,有足够的径向、轴向的承受力,确保其钢性。
进给——用手柄转动圆盘,通过拉铁推动拖板的往返。
拖板——分为活动拖板(94mm长)和固定拖板(60mm长),称为双拖板;在加工中分别担任不同的加工工艺,也可以选购整体活动拖板(160mm长),成为单拖板。
夹紧——由两个月形爪和滑套及伞形螺母组成,是夹持工件的动力。
弹簧夹头——用弹簧夹头夹持材料。每种材料规格对应一个夹头,范围在公称直径±0.1mm。
切刀架——安装于车头箱上作切断用途,是棒形加工时的辅助工具。
-
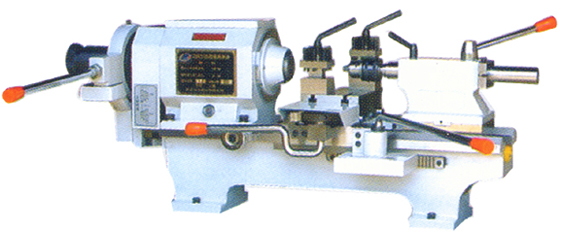
CJ7025A仪表车床(光机)
158机床网--主轴——前轴承7511和后轴承7510(斜珠轴承)组合而成,有足够的径向、轴向的承受力,确保其钢成。
进给——用手柄转动圆盘,通过拉铁推动拖板的往返。
拖板——分为活动拖板(160mm长)和固定拖板(80mm长),称为双拖板;在加工中分别担任不同的加工工艺,也可以选购整体活动拖板(240mm长),成为单拖板。
夹紧——由两个月形爪和滑套及月形爪支承组成,是夹持工件的动力。
弹簧夹头——用弹簧夹头夹持材料。每种材料规格对应一个夹头,范围在公称直径±0.1mm内。
切刀架——安装于车头箱上作切断用途,是棒形加工时的辅助工具。
-
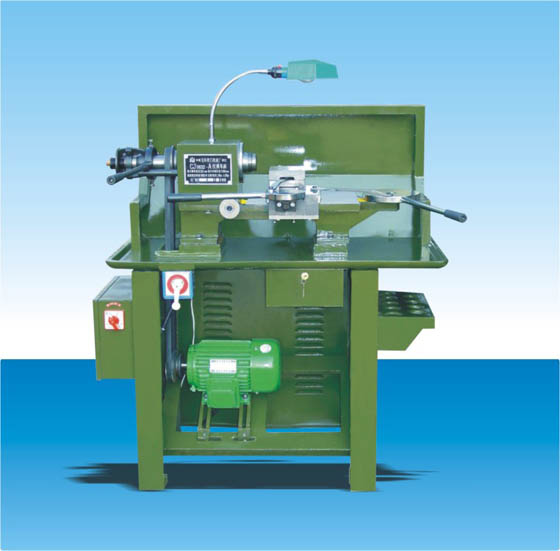
C7012D1仪表车床(光机)
158机床网——主轴——前轴承30207和后轴承30306(斜珠轴承)组合而成,有足够的径向、轴向的承受力,确保其钢性。
进给——用手柄转动圆盘,通过拉铁推动拖板的往返。
拖板——分为活动拖板(94mm长)和固定拖板(60mm长),称为双拖板;在加工中分别担任不同的加工工艺,也可以选购整体活动拖板(160mm长),成为单拖板。
夹紧——由两个月形爪和滑套及伞形螺母组成,是夹持工件的动力。
弹簧夹头——用弹簧夹头夹持材料。每种材料规格对应一个夹头,范围在公称直径±0.1mm。
切刀架——安装于车头箱上作切断用途,是棒形加工时的辅助工具。
-
-
-
-
-
CN06-A系列
钢导轨,硬度高,车床导轨采用GCr15轴承钢淬火后精磨而成,硬度可达HRC60,耐磨性好
-
CN06系列
钢导轨,硬度高,车床导轨采用GCr15轴承钢淬火后精磨而成,硬度可达HRC60,耐磨性好
-
-
-
共130条记录,每页显示20条,当前第3/7页
[首页] [上页] [1] [2] [3] [4] [5] [6] [下页] [尾页]