数控无心磨床,国内外数控无心磨床企业,产品,品牌信息-158机床网
https://www.158jixie.com
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
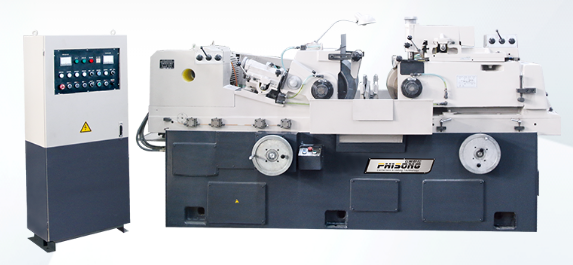
无心磨床数控CN系列FX-24CNC
无心磨床数控CN系列FX-24CNC之底座采用个高级铸铁(FC30)铸成,并经正常化热处理,双V型润滑设计,确保长期使用后无机体变形之虑。
上下进刀微调可达0.001mm。
-
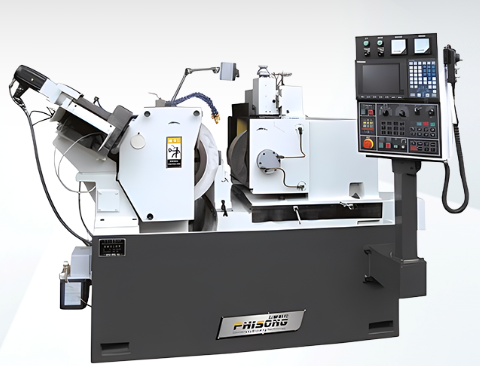
无心磨床数控CN系列FX-18CNC
无心磨床数控CN系列FX-18CNC之底座采用个高级铸铁(FC30)铸成,并经正常化热处理,双V型润滑设计,确保长期使用后无机体变形之虑。
上下进刀微调可达0.001mm。
-
无心磨床数控CN系列FX-12S-NC
无心磨床数控CN系列FX-12S-NC之底座采用个高级铸铁(FC30)铸成,并经正常化热处理,双V型润滑设计,确保长期使用后无机体变形之虑。
上下进刀微调可达0.001mm。
共58条记录,每页显示20条,当前第1/3页
[首页] [1] [2] [3] [下页] [尾页]