地理位置:泰安,位于山东省中部,中国著名的风景旅游城市和历史文化名城,山东经济发展承东启西的重要城市。城依泰山而建,山城一体,城景交融,古老的泰山与现代化的城市和谐统一。公司便位于五岳之首的泰山脚下,环境幽雅,独具特色。
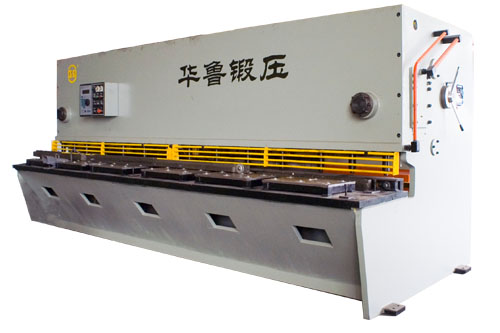
公司历史:公司的前身是创建于1968年的泰安锻压机床厂,国家重点生产卷板机、校平机、剪板机、折弯机、开卷校平剪切生产线等锻压产品的基地之一。2003年由国营体制改为股份有限公司。
规模现状:2003年投入1.2亿元在高新区建起一座现代化生产基地,2006年进行二次技改。现占地面积10.6万平方米,生产面积5.8万平方米,总资产1.6亿元,2006年实现销售收入1.8亿元。现有员工566人,其中工程技术人员118人,技师、高级技师62人。公司加工能力庞大,各类加工设备335台,其中各类数控、数显、大型、精密加工设备186台。检测仪器先进,拥有计量检测