https://www.158jixie.com
-
M1432万能外圆磨床
本机床是一种手动操纵、电气、液压控制的万能外圆磨床,适用于圆柱形,圆锥形,回转体工件的外圆或内孔表面磨削,用于单件小批及成批加工的生产场合。
-
数控线锯导轮开槽磨床MK8940
数控线锯导轮开槽磨床MK8940主要用于太阳能光伏行业硅棒切片线锯的聚氨酯导轮的磨削开槽,同样也可以用于其它行业的线锯导轮开槽。
-
-
蜗杆磨床S7732
蜗杆磨床S7732可用于磨削各种圆柱形蜗杆,如法向直廓蜗杆、轴向直廓蜗杆及渐开线蜗杆等,也可用于磨削梯形丝杠,适用于机床制造厂及其它机械厂磨削分度蜗杆或动力传动蜗杆。
-
蜗杆磨床S7720A
蜗杆磨床S7720A适用于减速机厂,机床制造厂及基它机械制造厂用来磨削各种圆柱形蜗杆如ZA、ZN、ZL型蜗杆;也可以用来磨削梯形丝杠。
-
滚珠丝杠副HJG-S
HJG-S以欧美及日本等国家常用的结构为基础,发展成自已特有的系列,结构先进,性能良好,与老结构相比,轴向,径向尺寸都有明显的缩小,并且传动可逆性和同步性能都很良好。
-
变压器硅钢片纵剪生产线HJ080A
HJ080A硅钢片滚剪线主要用于变压器,电机等电工行业,将宽度600-1250mm,厚0.5mm的硅钢片料卷切成宽度不小于40mm的硅钢片窄料,开卷成内孔直径为500mm的料卷。
-
-
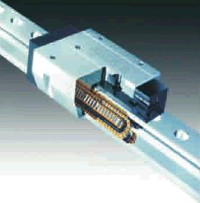
滚动直线导轨HJG-DZ
HJG-DZ系列滚动直线导轨副主要由导轨1,滑块2,滚柱3,保持架4,滚柱保持链5,返向器6,密封盖7等部分组成。
-
数控外圆磨床MK1432X630
数控外圆磨床MK1432X630本机床是一种手动操纵,电气,液压控制的万能外圆磨床,适用于圆柱形,圆锥形,回转体工件的外圆或内孔表面磨削,用于单件小批及成批加工的生产场合。
-
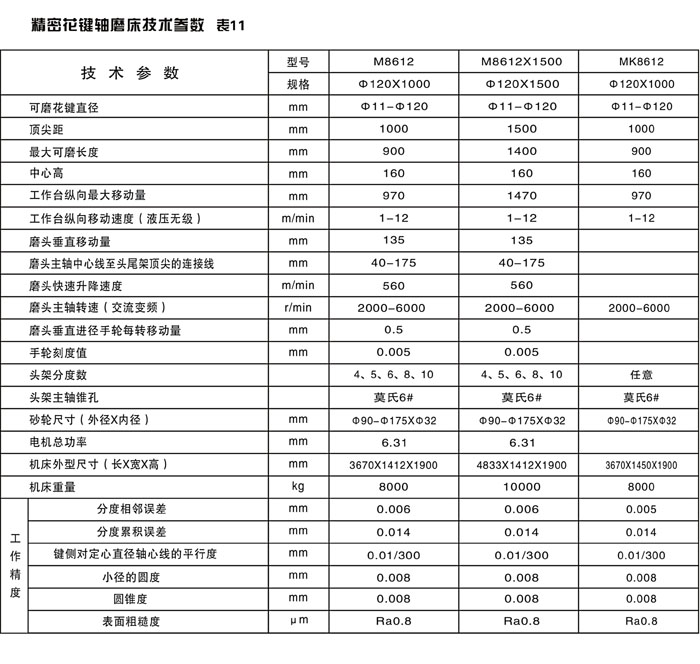
精密花键轴磨床MK8612
精密花键轴磨床MK8612 本机床系用来磨削以小径定心,截面为矩形或三角形的花键轴和拉刀精密型花键轴磨床,适用于机床工具,汽车和拖拉机等机械制造行业。
-
曲轴磨床MQ8260A
曲轴磨床MQ8260A本机床适用于汽车,拖拉机和柴油机制造厂和修理厂磨削发动机,曲轴的曲柄颈与主轴颈。
-
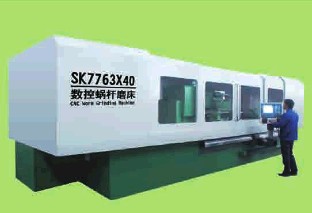
数控蜗杆磨床SK7763×40
数控蜗杆磨床SK7763×40本机床为CNC控制,主要用于磨削各种圆柱形蜗杆,如法向直廓蜗杆(ZN),轴向直廓蜗杆(ZA),渐开线蜗杆(ZL),锥面包铬蜗杆(ZK)及圆弧圆柱蜗杆(ZC),也可用于磨削梯形丝杠和滚珠丝杠。配置的CNC系统可控制五轴联动,实现机床的加工运动。
-
SK7620内螺纹磨床
158机床网----本机床主要适用于工具制造厂及机器制造厂工具车间,用来完成一般内螺纹磨削工序。可磨削圆柱形、圆锥形,齿形为三角形及圆弧形的内螺纹;也可用于汽车转向器生产厂批量生产转向器螺母。
-
SK7520 数控螺纹磨床
158机床网---本机床为 CNC 控制,通过配置的SIEMENS 840D或FANUC
系统可实现四轴三联动及机床的加工运动。本机床可用于磨削
滚珠丝杠、梯形丝杠和各种圆柱形蜗杆 (配有特殊选用部件),以及圆柱形及圆锥形螺纹塞规、环规,还可用于丝锥、小模数滚刀及螺纹铣刀的铲磨等。
-
S7520A 万能螺纹磨床
158机床网---本机床可用来磨削各种精密螺纹,如圆柱形及圆锥形螺纹的塞规及环规,精密丝杆及蜗杆、丝锥、小模数滚刀及螺纹铣刀的铲磨等,适用于机械制造厂的工具车间及量具制造厂。
-
M8612精密花键轴磨床
158机床网---本机床系用来磨削以小径定心,截面为矩形或三角形的花键轴和拉刀精密型花键轴磨床,适用于机床工具,汽
车拖拉机等机械制造行业。
-
SK7520 数控螺纹磨床
SK7520 数控螺纹磨床为 CNC 控制,通过配置的SIEMENS 840D或FANUC系统可实现四轴三联动及机床的加工运动。本机床可用于磨削滚珠丝杠、梯形丝杠和各种圆柱形蜗杆 (配有特殊选用部件),以及圆柱形及圆锥形螺纹塞规、环规,还可用于丝锥、小模数滚刀及螺纹铣刀的铲磨等。
●采用的电子齿轮箱扩大了导程范围并易于编程。
●头架主轴上配有德国海德汉公司的18000线角度编码器,工作台上装有德国海德汉公司的光栅尺,实现闭环控制。
●砂轮主轴结构采用进口高精度滚动轴承支承形式。主轴调速采用进变频器,以实现无级调速。
●机床的母丝杠和横进给丝杠均采用高精度滚珠丝杠,丝杠的支承轴承及头架主轴轴承均采用进口轴承。
●通过数控系统工件可实现轴向和径向自动分度。
●采用全封闭罩壳,静电空气净化器,工作环境良好。
-
S7640 内螺纹磨床
S7640 内螺纹磨床主要适用于工具制造厂及机器制造厂工具车间,丝杆螺母车间,用来完成一般内螺纹磨削工序。可磨削圆柱形、圆锥形,齿形为三角形及圆弧形的内螺纹。
●本机床可采用单行程或双行程磨削,并装有自动砂轮修整器。
●砂轮主轴采用精密的滚动轴承,主轴速度通过变频电机变频调速,速度可无级调节。
●机床全部用大罩壳封闭,并有吸雾装置。
●工件主轴采用滚动轴承支撑,工作速度通过变频调速,速度可以无级调节。
-
SK7632 数控内螺纹磨床
SK7632 数控内螺纹磨床主要适用于汽车制造厂以及其它机器制造厂,用来成批磨削双圆弧滚珠转向器螺母和三角螺纹螺母。
●本机为CNC控制,可实现三轴三联动,采用电子齿轮箱扩大了导程范围并易于编程。
●本机床具有自动循环磨削、单行程或双行程磨削,自动循环磨削中可以自动修整砂轮及磨削量自动进给。
●砂轮主轴为电主轴,可无级变速,机床全部用大罩壳封闭并有吸雾装置。
●工件主轴由伺服电机通过蜗轮减速机构驱动,可无级调速。
-
精密滚动直线导轨
158机床网——滚动直线导轨特点四方向等载荷受力高刚性、高负荷高精度平滑、低噪、环保无污染结构小型化安装简单
-
-
-
-
-
M8612精密花键轴磨床
158机床网---本机床系用来磨削以小径定心,截面为矩形或三角形的花键轴和拉刀精密型花键轴磨床,适用于机床工具,汽
车拖拉机等机械制造行业。
-
S7520A 万能螺纹磨床
158机床网---本机床可用来磨削各种精密螺纹,如圆柱形及圆锥形螺纹的塞规及环规,精密丝杆及蜗杆、丝锥、小模数滚刀及螺纹铣刀的铲磨等,适用于机械制造厂的工具车间及量具制造厂。
-
S7632A 内螺纹磨床
158机床网---本机床主要适用于石油化工企业,国防工业机械制造
业,用来完成大型环规和大型紧固螺纹、内螺纹磨削工序。
可磨削圆柱形、圆锥形、齿形为三角形、锯齿形、梯形及
圆弧形的内螺纹。
1 本机床可采用单行程或双行程磨削,并装有自动砂轮
修整器。
2 砂轮主轴采用滚动轴承,机床全部用大罩壳封闭并有
吸雾装置。
3 工件主轴采有高精密调隙的滑动轴承。
4 工作速度通过一当皮带传给主轴,速度可无级调速。
-
S7640 内螺纹磨床
158机床网---本机床主要适用于工具制造厂及机器制造厂工具车间,丝杆螺母车间,用来完成一般内螺纹磨削工序。可磨削圆柱形、圆锥形,齿形为三角形及圆弧形的内螺纹。
1 本机床可采用单行程或双行程磨削,并装有自动砂轮修整器。
2 砂轮主轴采用精密的滚动轴承,主轴速度通过变频电机变频调速,速度可无级调节。
3 机床全部用大罩壳封闭,并有吸雾装置。
4 工件主轴采用滚动轴承支撑,工作速度通过变频调速,速度可以无级调节。
-
SK7632 数控内螺纹磨床
158机床网----本机床主要适用于汽车制造厂以及其它机器制造厂,用来成批磨削双圆弧滚珠转向器螺母和三角螺纹螺母。
1 本机为CNC控制,可实现三轴三联动,采用电子齿轮箱扩大了导程范围并易于编程。
2 本机床具有自动循环磨削、单行程或双行程磨削,自动循环磨削中可以自动修整砂轮及磨削量自动进给。
3 砂轮主轴为电主轴,可无级变速,机床全部用大罩壳封闭并有吸雾装置。
4 工件主轴由伺服电机通过蜗轮减速机构驱动,可无级调速
-
SK7520 数控螺纹磨床
158机床网---本机床为 CNC 控制,通过配置的SIEMENS 840D或FANUC
系统可实现四轴三联动及机床的加工运动。本机床可用于磨削
滚珠丝杠、梯形丝杠和各种圆柱形蜗杆 (配有特殊选用部件),以及圆柱形及圆锥形螺纹塞规、环规,还可用于丝锥、小模数滚刀及螺纹铣刀的铲磨等。
-
SK7620内螺纹磨床
158机床网----本机床主要适用于工具制造厂及机器制造厂工具车间,用来完成一般内螺纹磨削工序。可磨削圆柱形、圆锥形,齿形为三角形及圆弧形的内螺纹;也可用于汽车转向器生产厂批量生产转向器螺母。
-
MK8612 数控花键轴磨床
158机床网----本机床可以磨削各种(直齿形、渐开线等) 的花键轴齿侧面及有定心要求的小径圆弧面。适用于机床工具,建筑、矿山、汽车、拖拉机等制造行业,也可供一般工厂修配使用。
-
M8612 精密花键轴磨床
M8612 精密花键轴磨床用来磨削以小径定心,截面为矩形或三角形的花键轴和拉刀精密型花键轴磨床,适用于机床工具,汽
车拖拉机等机械制造行业。
●工作台纵向运行采用液压无级变速,可在每分钟 1—12米 间选用。
●工作分度用电机驱动,分度速度快,动作平稳可靠。
●采用分度板定位,定位面无相对移动,无撞击,使用寿命 长,定位精度高。
●砂轮主轴采用前端四只后端二只径向止推球轴承,装拆式 电机转子直接装在砂轮主轴上,并以交流变频方法变速,故主轴精度高,刚性好,变速方便。
●砂轮对被磨工件有快速接近和分离机构。
●修整器分机动和手动两种,配制有角度对刀架和圆弧对刀架,可分别或同时修整砂轮的两侧面和圆弧面,且保证修正精度。
-
MK8612数控平面磨床
158机床网——MK8612数控平面磨床可以磨削各种(直齿形、渐开线等) 的花键轴齿侧面及有定心要求的小径圆弧面。适用于机床工具,
建筑、矿山、汽车、拖拉机等制造行业,也可供一般工厂修配使用。
● 机床工作台的纵向移动为液压无级变速。
●头架分度采用数控分度,分度速度快,定位精度高,
●可满足任意分度要求。
●砂轮主轴变速采用交流变频调速。
●本机床采用SIEMENS802D数控系统控制四轴二联动,砂轮垂直进给,砂轮修整补偿均采用交流伺服电机驱动。
●砂轮修整为数控插补修整。
-
M8240A 曲轴磨床
M8240A曲轴磨床是我厂针对目前国内市场小轿车、微型车日益普及的状况自选开发的新产品。主要适用于磨削小轿车、微型车发动机曲轴主轴颈、连杆颈。
●头架采用双速电机,工件可获得两种不同转速。
●工作台运动由手动实现,有快、慢两档速度。
●工作台采用贴塑导轨,由液压系统自动油泵润滑。
●砂轮架采用滚动导轨。
●砂轮架有快速进退功能,由液压控制。
-
MQ8260A/1曲轴磨床
MQ8260A/1曲轴磨床是我厂在MQ8260A基础上的改进型。本机床适用于汽车拖拉机和柴油机制造厂和修理厂磨削发动机曲轴的曲柄颈与主轴颈。
●头架采用皮带变速,可获得3种不同转速。
● 头、尾架卡盘可选用十字卡盘结构。
●头架传动链中采用摩擦离合器,调整操作方便。
●工作台纵向运动,分手动和机动,带数字显示,分辨率0.005mm。
●砂轮架快速进退,由液压装置控制,带数字显示分辨率0.005mm。
●砂轮轴采用Φ80毫米,刚性足、强度好。
● 砂轮架采用滚动导轨。
● 床身导轨、砂轮架导轨润滑通过油泵自动循环。
●可选用尾架气垫,快速前后移动。
-
MQ8260AX2000曲轴磨床
MQ8260AX2000曲轴磨床 是我厂在MQ8260基础上的改进型。本机床适用于汽车、拖拉机和柴油机制造厂和修理厂磨削发动机曲轴的曲柄颈和主轴颈。
●头架采用双速电机和皮带变速,可获四种不同转速。
●头尾架卡盘采用一字卡盘,可调偏心距120mm。
●头架传动链中采用摩擦离合器,调整操作方便。
●工作台纵向运动,分手动和机动。
●砂轮架快速进退,由液压装置控制。
●砂轮架采用滚动导轨,砂轮轴采用Φ80mm优质材料,刚性好,强度好。
●床身导轨贴塑、磨擦力小。
●床身导轨、砂轮架导轨润滑通过油泵自动循环。
●本机床可以增加选用同步传动机构;头架采用齿轮传动,通过联接轴带动尾架同步传动,有四种不同的速度,加工范围800-2000mm。
●本机床可以选用数显装置。
-
MQ8260C 曲轴磨床
MQ8260C 曲轴磨床我厂在MQ8260A基础上的改进型。本机床适用于汽车、拖拉机和柴油机制造厂及修理厂磨削发动机曲轴的曲柄颈与主轴颈。
●头架采用皮带变速,可获得3种不同转速,罩壳可开启,更换皮带方便。
●头、尾架卡盘可选用十字燕尾卡盘结构。
●头架传动链中采用磨擦离合器,调整操作方便。
●单层工作台倾斜10度,刚度好,精度高,纵向运动分手动和机动。
●砂轮架快速进退,由液压装置控制,带数字显示分辨率0.005mm。
●砂轮轴采用Φ80毫米,刚性足、强度好。
●砂轮架采用滚动导轨。
●床身导轨、砂轮架导轨润滑通过油泵自动循环,床身导轨贴塑。
●可选用尾架气垫,快速左右移动,尾架横向可移动。
-
SK7520 数控螺纹磨床
SK7520 数控螺纹磨床为 CNC 控制,通过配置的SIEMENS 840D或FANUC系统可实现四轴三联动及机床的加工运动。本机床可用于磨削滚珠丝杠、梯形丝杠和各种圆柱形蜗杆 (配有特殊选用部件),以及圆柱形及圆锥形螺纹塞规、环规,还可用于丝锥、小模数滚刀及螺纹铣刀的铲磨等。
●采用的电子齿轮箱扩大了导程范围并易于编程。
●头架主轴上配有德国海德汉公司的18000线角度编码器,工作台上装有德国海德汉公司的光栅尺,实现闭环控制。
●砂轮主轴结构采用进口高精度滚动轴承支承形式。主轴调速采用进变频器,以实现无级调速。
●机床的母丝杠和横进给丝杠均采用高精度滚珠丝杠,丝杠的支承轴承及头架主轴轴承均采用进口轴承。
●通过数控系统工件可实现轴向和径向自动分度。
●采用全封闭罩壳,静电空气净化器,工作环境良好。
-
SK7620内螺纹磨床 规格:Φ200X125mm
SK7620内螺纹磨床主要适用于工具制造厂及机器制造厂工具车间,用来完成一般内螺纹磨削工序。可磨削圆柱形、圆锥形,齿形为
三角形及圆弧形的内螺纹;也可用于汽车转向器生产厂批量生
产转向器螺母。
●本机床为单轴数控内螺纹磨床,通过CNC系统可实现砂轮 的进给和砂轮的修整进给。
●本机床可采用单行程或双行程磨削,并装有自动砂轮修整 器。
●砂轮主轴采用精密静压轴承,主轴速度可无级变速。机床 全部用大罩壳封闭,并有吸雾装置。
●工件主轴采用高精密调隙的滑动轴承。工作速度分高、低 两档,并可无级调节。
-
S7640 内螺纹磨床 规格:Φ400X350mm
S7640 内螺纹磨床主要适用于工具制造厂及机器制造厂工具车间,丝杆螺母车间,用来完成一般内螺纹磨削工序。可磨削圆柱形、圆锥形,齿形为三角形及圆弧形的内螺纹。
●本机床可采用单行程或双行程磨削,并装有自动砂轮修整器。
●砂轮主轴采用精密的滚动轴承,主轴速度通过变频电机变频调速,速度可无级调节。
●机床全部用大罩壳封闭,并有吸雾装置。
●工件主轴采用滚动轴承支撑,工作速度通过变频调速,速度可以无级调节。
-
SK7632 数控内螺纹磨床
SK7632 数控内螺纹磨床主要适用于汽车制造厂以及其它机器制造厂,用来成批磨削双圆弧滚珠转向器螺母和三角螺纹螺母。
●本机为CNC控制,可实现三轴三联动,采用电子齿轮箱扩大了导程范围并易于编程。
●本机床具有自动循环磨削、单行程或双行程磨削,自动循环磨削中可以自动修整砂轮及磨削量自动进给。
●砂轮主轴为电主轴,可无级变速,机床全部用大罩壳封闭并有吸雾装置。
●工件主轴由伺服电机通过蜗轮减速机构驱动,可无级调速。
-
SK7450数控丝杠磨床
SK7450数控丝杠磨床专用于磨削各种类型 的精密长丝杠,如在没有长外圆磨床的情况下,本机床尚可用来磨削工件的轴径外圆(此时冷却液要换为乳化液 )。机床附有自动校正装置,以提高长丝杠的磨削精度,并借助于自动校正装置的传动链误差检测装置,还可对加工完的长丝杠磨削精度进行临床测量。
轴的回转运动,拖板的纵向运动,砂轮架的横向运动以及砂轮修整器的垂直进给运动由四个独立的交流伺服电机驱动。由所配置的CNC系统控制实现四轴三联动。
的基础由前床身后床身拼接而成。头架,尾架设置在前床身上,砂轮架设置在拖板上,拖板沿后床身的滚动导轨作纵向运动。
母丝杠是进口的空心滚珠丝杠,并通以恒温油冷却。工件的冷却也采用恒温冷却液对工件的全长上进行恒温冷却。用以控制母丝杠与磨削工件之间的相对温度及由此引起的累积误差。
轴轴承,砂轮主轴轴承及母丝杠轴承都采用薄膜反馈节流形式,清洗调整方便,静压刚度较高。
备有各式自动砂轮修整器能方便地修整砂轮。
床置有电动活动操纵台,可沿床身纵向运动及砂轮架螺旋角电动调整机构,使机床操作更加方便。
联系方式
- 公司名称:陕西汉江机床有限公司
- 联系人:李先生
- 联系电话:
- 联系传真:010-64024258 64024299 18210062835
- 联系邮件:
- 联系地址:陕西省汉中市