


深孔加工(DHM)…
…是一类由专为现有应用而设计的刀具所主导的加工领域。许多不同的行业都涉及到深孔加工,但应用最广泛的是能源和航空航天业。起初某些深孔零件特征往往看似无法形成,但由专家们设计的非标刀具解决方案除了解决工序问题,也能确保它们在某种程度上以高效率和无差错为特征予以执行。
对复杂孔的需求不断增长,并且迫切需要缩短加工时间,这样就促进了现代深孔加工技术的发展。数十年来,深孔钻削都是一种采用硬质合金刀具的高效加工方法,但孔底镗削作为瓶颈已开始不断显现。
现在,该加工领域取得成功通常基于混合使用标准和专用刀具元件,这些元件具有设计成专用深孔加工刀具的经验。这些刀具配有加长的高精度刀柄,并且具有支撑功能和集成式铰刀,再结合最新的切削刃槽形和刀片材质以及高效的冷却液和切屑控制,就能在最高的穿透率和加工安全性下获得所需的高质量结果。
在深孔钻削中,….
…. 1mm以下的小直径孔采用硬质合金枪钻加工而成,但对于15mm及以上的孔,一般采用焊接刃钻头,而对于25mm及以上的孔,则采用可转位刀片钻头才能进行非常高效的钻削。现代可转位刀片技术和钻管系统也为深孔加工提供了专用刀具的新可能性。
孔深超过10倍孔径时,加工出的孔一般认为很深。孔深达300倍径时就需要专门的技术,并采用单管或双管系统才能进行钻削。在漫长地加工至这些孔底部的过程中,需要专门的运动机构、刀具配置以及正确的切削刃才能完成内室、凹槽、螺纹和型腔的加工。支撑板技术是另一重要领域,在深孔钻削中也至关重要,现在它作为深孔加工技术的一部分也进展颇大。其中包括适合此领域可提供更高性能的合格刀具。
工艺机会
现在的制造要求需要完全不同于深孔钻削(随后为后续单刃镗削工序,通常不得不在其他机床上执行)的深孔加工解决方案。即使在多任务机床上,单一的装夹也需要这种方法。比如,加工几米深的孔,其孔径约100mm,必须一端有螺纹,并且深入到孔中的内室具有较大直径。通常,当钻削完成时,在将零件移至车床上后,随后通过镗削工序将这些特征添加到孔中。现在深孔加工结合了一把刀具执行后续工序的能力,并且没有机床调整限制。这种新刀具技术反而拓宽了其操作能力,从而能够在更小的限制范围内更高效地加工这些要求苛刻的特征。
采用深孔加工技术进行高效特征加工的一个例子是石油勘探零件。此类零件约2.5m长,具有一些复杂的特征,公差较小。要获得小公差和优良的表面光洁度,刀具解决方案首先涉及钻削直径90mm的孔,然后采用浮动铰刀进行精加工。接着到达1.5m的深度,对直径115mm的孔进行扩孔和铰削。另一分隔大约中途进入孔,然后也进行扩孔和铰削,并通过倒角完成加工。最后,进行镗削和扩孔形成两个有倒角(也铰削至成品尺寸)的内室。
常规加工时,在机床上完成此零件的时间超过30个小时。而配有专用刀具的深孔加工解决方案能将时间缩短至7.5个小时。
效率提升….
完全不同于多操作装夹,采用深孔加工技术在批量较大时也能获得生产效率提升。切削时间缩短80%也不足为奇。一个可以证明能力的例子是刀具和刀片设计方面的专有技术能够最大化切削刃负载安全。在最佳数量的刀片上进行负载平衡和优化切削作用可允许更高的穿透率,从而缩短加工时间。在精度方面,小公差是深孔加工的专长,其中70%的孔具有同心内径,典型公差0.2mm,直径公差20微米。
正确的切屑形状和大小以及有效的排屑对于成功的深孔加工(其实为深孔钻削)而言至关重要。因此,符合要求的冷却液和切屑管理就非常重要。这里的现代概念可以是当今可转位刀片镗削和车削刀具的一部分,也或是高压冷却液技术的一部分。可靠的切屑控制是刀片槽形发展不可或缺的一部分,其方向是限制连续的切屑形成和难加工材料的断屑。
在许多情况下,难以加工的材料涉及正在制造的零件,不仅要求良好的切屑管理,而且刀具材料也应具有合适的加工能力。对于可预期的刀具寿命和基准切削参数来说,现代刀片材质至关重要,在切削不锈钢、钛和高温合金时此类材质具有很出色的性能。
偏离中心线的深孔
孔钻削时对刀具和应用专有技术要求很高的另一个例子是加工发电站发电机轴中非常深的孔。在这种情况下,发电业专家Generpro公司必须以与轴中心线不对称的方式加工90吨的锻钢零件,其中孔接近5.5m长,直径刚超过100mm。此类深孔必须偏离一定角度进行钻削,并且退出时位置公差须在8mm以内。
钻削方向、断屑和排屑以及预加工轴绝对无废品对此应用而言至关重要。该工具解决方案包括一个专用钻头和一个新型支撑板。在轴上应用之前需进行钻削测试,其结果证实更高效可靠 – 并且退出位置在目标的2.5mm以内。
在许多情况下采用现代孔加工技术表明加工时间大大缩短 – 从多个小时缩短至不足1小时 – 并且使很多复杂的特征也具有可加工性。
插图

图1
进行深孔加工的零件首先需要钻削非常深的孔,然后往往是各种复杂的特征加工。深孔加工取得成功通常基于混合使用标准和专用刀具元件,这些元件具有设计成非标刀具的经验。此类基于T-Max 424.10型钻头的非标刀具是单管应用的一部分。
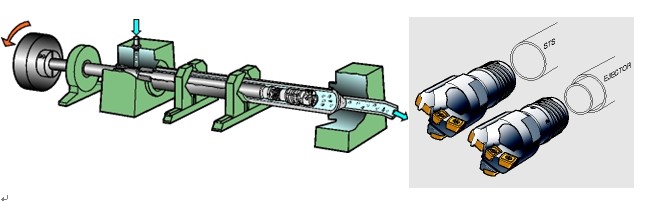
图2
在深孔加工中,1mm以下的小直径孔采用硬质合金枪钻加工而成,但对于15mm及以上的孔,一般采用焊接刃钻头,而对于25mm及以上的孔,则采用可转位刀片钻头在单管系统和Ejector双管系统中才能非常高效地执行这些工序。 山特维克可乐满深孔加工全球中心可为业内开发零件工艺提供开发、设计和测试资源。除了小批量应用之外,该中心还与诸多行业紧密合作,这些行业都需要更高的零件产出,且涉及到大量的高质量孔,例如热交换器和钢坯生产。
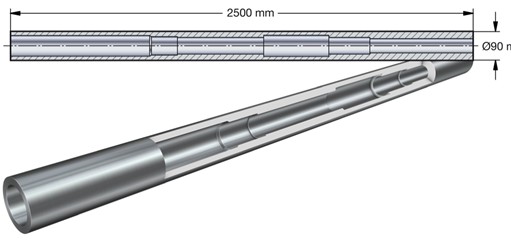
图 3:
来自山特维克可乐满深孔加工全球中心的专用深孔加工刀具带来了适合此能源行业零件的非标解决方案。切削时间从30多个小时缩短至7个半小时。此非标刀具解决方案在整个相对复杂的孔内都可提供所需的小公差和表面光洁度。工艺包括一次深孔钻削和采用浮动铰刀进行精加工。随后到达1.5m的深度,对直径115mm的孔进行扩孔和铰削。接着对另一个深入孔中的较短部件进行扩孔和铰削,并形成倒角。最后,进行镗削和扩孔形成两个有倒角(也铰削至成品尺寸)的内室。
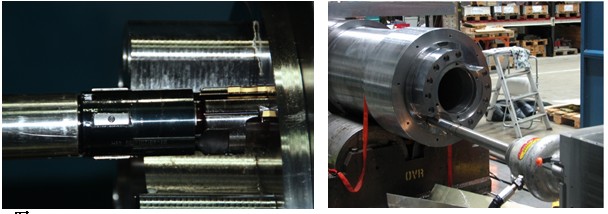
图4
采用山特维克可乐满刀具钻削发电机轴中5.5m深的孔。瑞典Generpro公司主要从事发电业,典型零件如重达90吨的锻钢工件。此类孔必须偏离一定角度进行钻削,并保持小公差退出。


