


摘要:本文介绍了便携式摄影测量系统被集成在一个生产流程中,用于机身碳纤维复合材料部件的几何形状和工艺的尺寸控制,并将其进一步延伸应用。摄影测量系统的三维空间长度精度可达0.03毫米,其精度高于实际生产要求达20倍。
本文的研究的重点问题是:摄影测量技术有什么优势,摄影测量系统如何取代或减少传统的专用工具,控制生产过程,减少碳纤维复合材料部件的报废和返工。
寻求合适的便携式坐标测量系统在瑞典的SAAB航空,正在重建一个新的复合材料车间。新的副翼组装生产线是其中之一。用于几何尺寸控制的新的便携式测量设备将用于碳纤维部件的生产流程中。由于生产率的提高,将极大缩短生产时间。
当今,几何计量领域的发展是基于客户对于高精度的需求,工业测量系统正被集成于生产系统当中。新的测量系统主要用于取代旧的传统的专用工具。传统工具的使用还是较为普遍的,但由于测量技术的创新和3D模型的引入,其正在逐步被取代。便携式测量系统正在被广泛的应用于航空、汽车等行业,主要概括为以下几点
(1)总体上看,便携式坐标测量系统具有精度高、可靠、快速等特点,应在新项目中取代传统的专用工具。
(2)客户要求。空客与波音公司要求使用坐标测量机(CMM)和便携式坐标测量机(PCMM)系统取代传统的专用测量工具。
(3)基于3D数模定义产品,这意味着放弃传统的图纸。在生产环境中,所有的设计必须数字化,成为一个数字模型。在现场就需要便携式高精度测量系统, 也需要一个良好的数据载体,以承载所有的数字数据。
工业测量系统包括一直以来使用的传统技术,也包含各种新技术。例如:摄影测量系统、激光跟踪系统、便携式测量臂、激光雷达等,测量精度范围大约为20μm到100μm。SAAB航空考察了各种三坐标测量系统,最后得出的结论是:“根据其航空构件,包括机翼、方向舵、翼梁、副翼和检修门的工程和生产工艺要求,调研的摄影测量系统是实用的,可以满足精度需求,与传统工具及激光跟踪仪和激光雷达相比,便携性较好。具体考察的摄影测量系统非常适用于测量机身部件”。
SAAB航空将摄影测量系统应用到复合材料副翼的生产,实现了“灵巧制造”
下面详细介绍了摄影测量系统,并结合SAAB航空复合材料车间的应用,以副翼几何形状的工艺控制作为一个示例。
总体测量过程描述
几何测量过程的概念很简单。首先,副翼的几何尺寸必须要满足设计和生产规定的公差。然后,要根据基准尺寸建立一个坐标系,以获得一个最佳拟合对齐。用摄影测量系统测量基准元素,生成一个最佳拟合对齐,使测量结果满足测量公差。所有这些功能都集成在系统和软件中。最后,经过最佳拟合计算之后,用测量系统来定位钻孔模板,在夹具上钻孔,孔位达到最佳位置后,就可得出副翼确切的几何图形。这可以保证最终的零件在材料上和工艺上都达到最佳尺寸,不会产生废品。副翼的碳纤维复合材料的形状控制
之所以要对副翼的制造工艺进行重新设计,主要是为了提高产量,缩短时间和最大限度地减少生产流程的中断。之前,副翼的设计及成品副翼的尺寸及功能控制都是由常规的专用夹具来实现的。副翼用四个可调节的轮廓板固定在夹具上。这些轮廓板还要用来做最佳拟合。轮廓板在使用时需要进行不断地安装和拆卸。重新设计的副翼装配方法可以提高生产率。每个舱体包含两个副翼。副翼运输给客户时必须成对出现,一个左翼,一个右翼。目前的生产计划需要四个夹具——两个左翼夹具和两个右翼夹具。为了让生产流程更加顺利,必须优化机身装配环境。早期副翼的生产很费时间,主要原因有以下几点:
(1)机身的形状控制需要时间,如果遇到MRB问题,为了保证交货期,还需要延迟一个小时。
(2)副翼轮廓需要根据夹具轮廓板来调节,这项工作很费时间,而且与操作者技巧有很大关系。
(3)副翼框架内的支撑架的调整需要除去毛刺,这也需要额外的时间。总结上述问题,为了提出一个更加有效的解决方案,以满足生产要求,提出了以下要求:
(1)重新设计的副翼碳纤维复合框架在运送到机身装配车间之前需要经过几何尺寸验证,这将减少机身组装过程的成本和工时,确保一个流畅的成产流程。
(2)副翼的碳纤维复合框架将进行几何尺寸验证,机身组装的第一阶段将组装内部支撑架。这些将为以后的装配提供保证。
(3)用摄影测量系统建立一个最佳拟合,确定两个定位孔的位置并进行钻孔,这将避免繁琐的调整工作。复合框架到达机身装配车间时,可直接放到夹具中去。
图1就是总体工作和分析过程,如果设计值和生产工艺要求出现偏差,就需要验证工件的生产和装配过程。
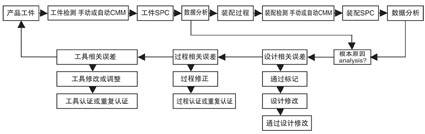
图1 总体工作和分析过程
摄影测量系统
新的摄影测量系统来自于挪威迈卓诺测量系统有限公司(Metronor AS),由一套迈卓诺双相机测量系统配套PowerINSPECT测量软件和SPC统计分析模块组成。摄影测量系统采用两个摄像机来捕捉镶嵌在一个轻型手持装置(被称为光笔)上的LED光靶的空间坐标,得出光笔的位置和姿态。而被测点,即光笔接触点的坐标就可以唯一确定并被精确计算出来。 系统的测量精度可达0.02毫米,距离可达20米。它适合测量中等尺寸零件,而且可用于各种不同场合,比如可以用于车间现场对产品进行验证。摄影测量系统将被应用于复合材料产品生产线的最后一个环节——对于复合材料细节的形状保证。图(2~3)就是迈卓诺双相机系统。
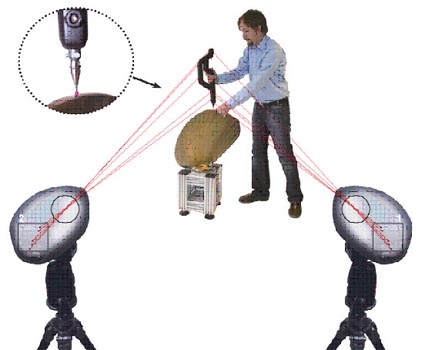

图2 两个相机捕捉镶嵌在光笔上的LED 图3 摄影测量系统及其附件
从初步研究到最后安装图(4~6)显示了摄影测量技术的最初研究。从早期的最初概念到系统的功能定义。

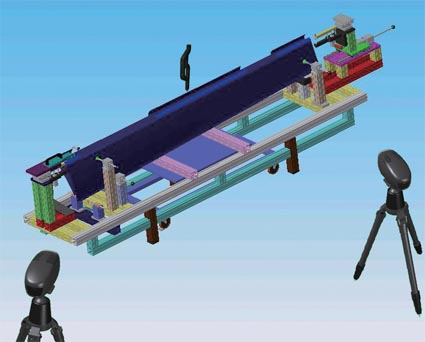
图4 测量的概念和演示 图5 PCMM测量方案的数字模型

图6 PCMM测量方案的实施
柔性测量夹具的发展
测量夹具从设计,研发到安装大概花了六周时间。副翼应该很容易地放进测量夹具中。测量夹具是用铝制标准框架组装,所有接触点均为球形。副翼的一个定位孔被用来约束x方向。夹具安放在一个装有轮子的推车上,可以自由地进出测量室。推车可以用三个支撑腿固定,并且可以调节平衡。见图(7~9)
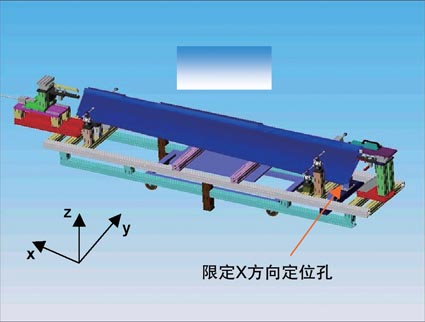
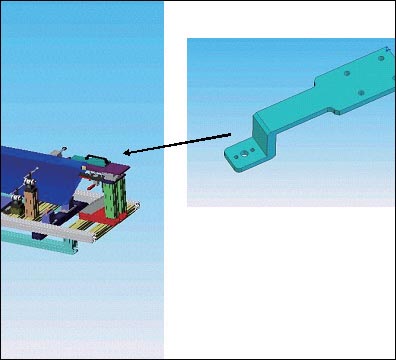
图7 副翼安装在夹具上,并由定位孔约束x方向图8 钻孔模板

图9 钻孔模板可以精确调整xy坐标,并在正确的位置锁定
摄影测量系统软件及测量程序的创建
为了提高副翼表面点测量的精确度,需要建立一个测量流程,这有助于方便地找到副翼钻孔的位置。这意味着副翼表面测量点具有很好的重复性,并且可以用SPC进行精确统计。测量程序会按照时间顺序形成一个测量点的序列,生成一个副翼检测的模板化的标准测量流程。
软件的选择可以依据客户的需求。系统集成商对自己的软件非常了解,开发了友好的软件界面。由于最佳拟合计算的要求,系统集成商决定采用第三方测量软件。所选择的软件图形界面发达,非常容易使用。最佳拟合计算的要求可以根据公差进行调整,可以用在机身零件或者装配当中。传统的最佳拟合功能需要用到零件所有的公差,因此拟合之前需要进行多次迭代计算。图10就是一个典型的副翼的详细的工程设计和生产要求。这种情况下,四种不同的公差都需要进行计算,最佳拟合需要基于这四种公差的计算。

图10 副翼的详细工程设计和生产要求
零线沿着x方向穿过定位副翼的两个孔的中心。零线位于副翼上部的框架。最佳拟合计算时,零线应归零。副翼应该只受到y方向的约束,在x和z方向可以自由地移动和旋转。最佳拟合的目的是计算出一个最佳的匹配,以适应公差带范围,这是当今一个全新的应用。最佳拟合的计算结果是:利用可调节的钻孔模板钻孔,利用摄影测量系统精确地调节位置,根据最佳拟合调整到理论位置时,锁定模板位置。
基本上,当副翼运抵装配车间时,就可以放到夹具中,用两个孔进行定位。需要根据最佳拟合的理论值做调整。这将有助于装配夹具的拟合。
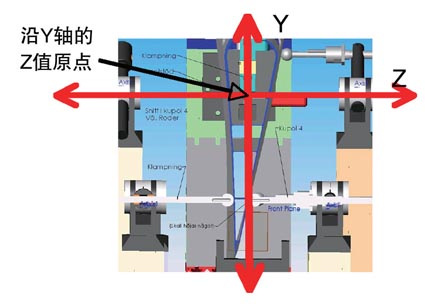
图11 副翼的剖面图及零点位置
案例研究总结
在SAAB航空复合材料车间的重建中,产品的生产将根据不同客户的要求而制定。本文介绍的摄影测量系统,是许多新引进技术之一,用以支持具体的生产目标。摄影测量系统将是生产的一个环节,将用来处理很多不同的零件和装配问题。为了快速解决问题,配套完善的车间团队是非常重要的。为了减少中断,操作人员和工程师需要快速解决问题。第三方软件的最佳拟合计算将进一步发展,以改善计算方法,并减少对输出结果的影响。
本案例描述了生产过程中对于新的便携式测量系统的需求。现在越来越多的测量系统被用于车间现场。便携式高精度的测量系统正在取代传统的工具,其更能适应新的生产过程。■


