


图1 Tiger·tec Silver® 切削材质 WKK10S 和 WKK20S 为瓦尔特客户提供三个主要优势:快速、可靠、耐用
新铸铁加工槽型的特点在于刀片定位面与切削刃之间的台阶。这样,施加涂层后还能对刀片定位面另外进行磨削处理,这在不带槽的光滑的标准 CNMA、DNMA 刀片上是无法实现的。在标准刀片上,刀片定位面不平整可能会出现轻微振动和崩刃的危险,而瓦尔特新型铸铁加工槽型的平整性则确保可转位刀片牢牢固定。特别是在高动态负荷下可降低切削刃的磨损。
槽型 MK5、RK5 和 RK7:通用型、经典型和坚固型,特别为铸铁切削而开发。中等加工铸铁加工槽型 MK5 适用于所有铸铁材料。其开放式断屑槽可确保轻快切削,主要适用于加工球墨铸铁 (GJS)、加工不稳定的工件或用低切削力进行内孔加工。RK5 和 RK7 是粗加工新槽型。RK5 是用于加工铸铁材料的平滑的经典型刀片。台阶可确保铸铁切削中更高的工艺可靠性。而光滑的 CNMA、DNMA 可转位刀片磨制的刀片定位面在动态负荷下,例如断续切削,可确保最大的刀具使用寿命和可靠性。RK5 是加工灰口铸铁的首选。RK7 是极其坚固的刀片,用于严重断续切削、公差变化大、加工余量非常不均匀和硬铸皮。其结构设计与 RK5 槽型相同,但切削刃上另外带有保护倒棱。也适用于对 CBN 刀片通常无法加工的硬度 40-61 HRC 的淬硬钢进行软硬加工。
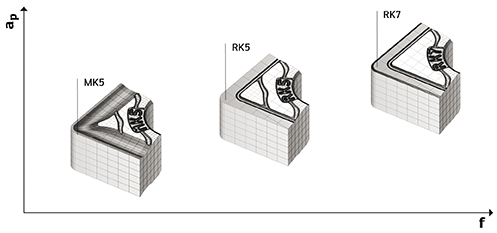
图2 槽型 MK5、RK5 和 RK7-通用型、经典型和坚固型,特别为铸铁切削而开发
Tiger·tec Silver® 切削材质为瓦尔特客户带来三个主要优势:快速、可靠、耐用。快速或者说切削速度的提高是采用氧化铝 Tiger·tec Silver® CVD 化学涂层以及最佳微观结构的结果。通过对结构进行最佳调整,延缓了月牙洼磨损的形成时间,不至于那么快就改变和削弱刀刃槽型。因此加工更加快速而灵活。第二个主要优势是通过后处理工艺实现更高的工艺可靠性和韧性。处理后,压应力进入到涂层中,避免在刀刃处断裂。因此,该切削材质可毫无问题地应用于批量生产,而不会出现刀片断裂或故障。刀具使用寿命更长,特别是在切削铸铁材料时加工性能更高,这是 Tiger·tec Silver® 涂层的第三个重要特征。因此,一个刀片可加工零件数提高近 75%,个别情况下还能更高。
Tiger·tec Silver® 切削材质 WKK10S 和 WKK20S 可用于灰口铸铁、球墨铸铁和蠕墨铸铁的加工。WKK10S 是更硬的切削材质,耐磨性极强,切削速度极高。主要用于加工灰口铸铁,也适用于连续切削至轻微断续切削的加工条件。建议最好将 WKK10S 用于干式加工。与之相反,WKK20S 则适用于湿式和干式加工。WKK20S 是一种通用切削材质,可用于所有加工任务中的近 50%,在断续切削、工件带铸皮或贯穿孔的场合下具有高度工艺可靠性。该切削材质主要应用于球墨铸铁。
各种切削材质已经在一家汽车行业供应商的制动盘 (材料 GJL250) 和偏心轴 (材料 GJS600) 加工中进行了现场试用。结果是,刀具使用寿命提高 50% 至 100%,刀片对外圆加工和内孔加工均适用;特别是在加工偏心轴轴颈时,工艺可靠性得到显著提升。■


