


华中8型数控系统下的工件测量程序的编制思路
在华中8型数控系统中,我们使用宏程序来编制完成工件测量的动作,在测量过程中,使用非模态调用方式G65来调用这些宏程序编写而成的子程序,进而达到工件测量的目的。华中8型数控系统为用户配备了强大的类似于高级语言的宏程序功能,用户可以使用变量进行算术运算,逻辑运算和函数的混合运算,此外,宏程序还提供循环语句,分支语句和子程序调用语句,可以用于实现加工循环指令和复杂零件的加工。
G65的使用格式如下:G65 P_ L_ [自变量地址字]

工件测量的具体实现:
在华中8型数控系统中安装本测量循环后,在机床上用接触式探针可以对工件进行尺寸与角度测量。可以执行如下表的测量动作,并且在测量完成后可以自动执行工件原点设定或刀具补偿值修正,同时将测量结果输出到宏变量中。
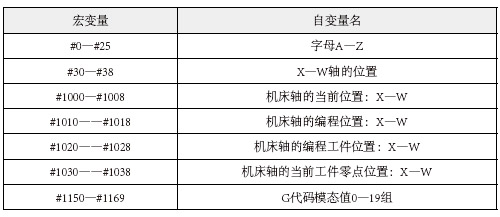
华中8型数控系统宏程序系统使用的部分变量
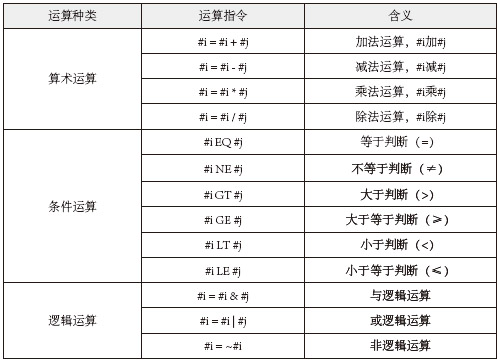
华中8型数控系统宏程序使用的部分运算指令
工件测量过程中,测头在使用过程中,第一步需要对测量探头进行标定;第二步是移动探头时,需要使用受保护的定位移程序来移动动测量探头,避免测量探头在移动过程中因为碰撞意外受损;第三步是根据测量工件的不同,选用不同的测量子程序。
在工件测量的过程中,进给轴的基本移动测量是测量过程中的最基本测量动作。下面以最基本的我们以各个进给轴的基本测量移动为例子,说明华中8型数控系统实现工件测量的基本原理:
进给轴的基本测量移动动作图:
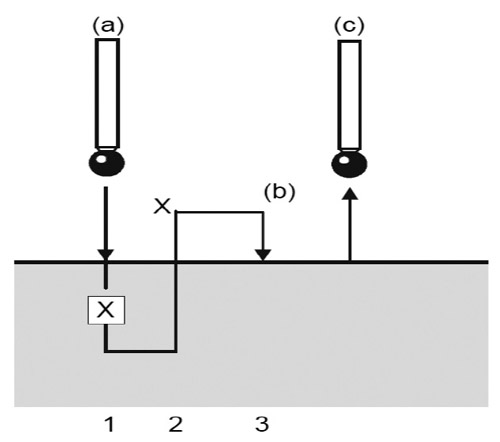
进给轴的基本测量移动动作过程:
1. 以快速进给移动速度F到被测量表面。这样能有效的到达跳步信号出现位置。粗略的确定被测量面的表面位置。
2. 中间的回退移动是使探针离开测量表面的回退移动。这一过程包括快速移动到跳步位置。
3. 最后是慢速Q的向测量表面移动,这次移动中,测量程序将计算出真实的表面位置,测头精确碰到工件后,停止移动,等待后续程序处理数值。
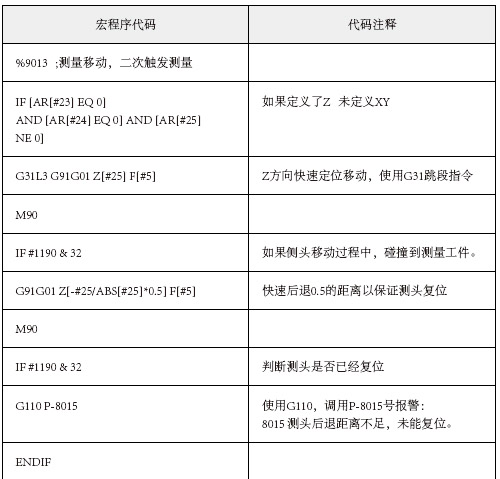
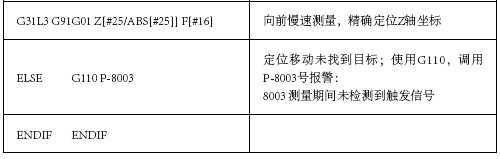
华中8型数控系统宏程序实现这一测量Z轴坐标的动作过程:
调用格式: G90/G91 G65 P9013 X_Y_Z_ (F_Q_)
备注:XYZ:测量移动的目标位置,只能输入单个轴,否则不进行任何移动。
以上是Z轴测量定位的具体实现,使用以上的基本编程思路,用户通过扩展,组合,就可以编制出适合于不同工件的测量子程序,在机床上实现使用接触式探针对工件进行尺寸与角度测量。 笔者已经编写完成的测量子程序中,已经可以实现以下的测量动作: X/Y/Z单个平面位置测量;两个平面/三个平面的交点位置测量;凸台/凹槽的中点/宽度测量;内孔/外圆的圆心/直径测量;X/Y/Z平面角度测量,等等测量功能。 并且在测量完成后可以自动执行工件原点设定或刀具补偿值修正,同时将测量结果输出到宏变量中。■


