


基金项目: “高档数控系统在航空领域的示范应用”重大专项课题号:(2013ZX04001-021)
摘要:介绍数控系统依据机床移动累加的自动润滑技术,采用数控系统的现代数字控制,使其工作方式具有节油减排的现实意义。
关键词:数控机床 自动润滑 节油
Abstract: the automatic lubrication technology of CNC machine tools based on mobile time accumulation, the CNC system of modern digital control, which is the practical significance of saving fuel and reducing emissions.
Keywords: CNC automatic lubricating oil
数控机床自动润滑系统,是时间导轨、丝杠和轴承等机械部位持续供给润滑油的重要功能部件。润滑油供给量是否合理直接会影响润滑效果和油料消耗。
1. 数控机床的几种润滑方式
目前,数控机床一般采用自动润滑泵实现持续供油。根据供油方式,自动润滑泵可分为3种:一种是通过马达带动涡轮蜗杆,实现机械式定期间隔润滑;一种是通过按键设定供油泵供油时间和间隔时间,实现定时润滑;还有一种是通过数控系统通过继电器控制供油泵供油时间和间隔时间,实现程控定时润滑。这三种方式可以人为控制润滑时间,但只要机床处于通电状态,无论机床工作运转与否,润滑工作都会进行,造成油料浪费。因此,既达到润滑效果,又不浪费油料,是本技术要实现的目标。
对于数控机床来说,导轨、丝杆和轴承等是主要的摩擦部件,也是润滑实现保护的主体。因此,需要根据这些摩擦部件的使用情况进行合理润滑。理论上,各轴不移动时,应为未产生磨损,可以不需要润滑。如今,数控机床的发展越来越快,对于高端数控机床,既能节省油料又能养护数控机床摩擦部件,我们可以设计出依据机床移动时间的自动润滑方式。
2. 机床移动时间的计算
要依据机床移动时间进行润滑,就必须做到实时读取各轴是否在移动,在华中8型数控系统说明该项功能的设计和实现方法。8型系统带有判断轴是否移动中(F0.0、F80.0…)的功能,该功能将系统内部的数据和变量,例如当前各个轴的机床坐标、刀具补偿、移动行程等,可以通过数据读取格式,将机床的移动信息赋值到数据寄存器,在PLC进行运算和处理。
华中8型数控系统中,机床各移动轴的工作状态,通过PLC实时读取各轴的状态,可以通过实时状态进行累加计算,得到各轴的移动时间。以X轴为例,当X轴在移动时,将X轴移动指令F0.0致通R175.0(机床轴移动),对应的PLC如图1所示,同理,可将Y轴的F80.0致通R175.0。R175.0导通便进行机床移动时间累加。
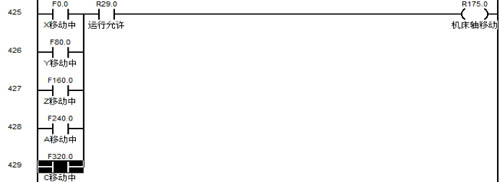
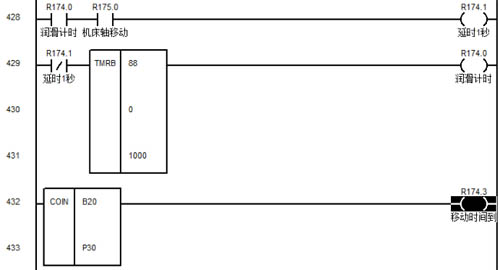
图1 读取轴移动状态
下一步,需要计算机床轴移动(R175.0)累加时间多少,因为当机床没有移动或进给保持,机床轴移动时间也为暂停,要分段计算,如图2所示,通过以轴移动信号条件采取加减运算,当R175.0导通时R174.0为计时每秒加1存储到寄存器B20,参数设定时间和B20相等时,启动润滑输出。
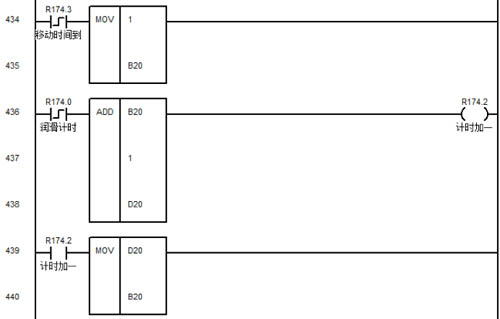
图2 计算轴移动时间之和
最后,当寄存器B20达到参数设定值后,执行一次供油,输出润滑给定时器计时,然后,需要对移动时间中间寄存器清零,重新计算下一个润滑周期。如图3所示:

图3 移动时间比值启动润滑
3. 节油效果分析
该项依据机床移动时间的自动润滑技术,在成都飞机工业(集团)有限责任公司得到应用,实现良好的节油效果。比较常见的系统参数控制的润滑泵或带程控装置的润滑泵为例,其通过设定供油持续时间和供油间隔时间,一般每隔30min供油10s,以每天工作8h为例,需要持续供油160s。而采用依据机床移动累加时间的自动润滑方式后,只有当机床轴移动累加时间达到参数设定值,例如还是隔30min供油10s,由于机床移动,直接对应导轨、丝杆和轴承等机械部件的润滑需求,因此,这种润滑方式供油更加精确,避免了机床不移动也进行润滑的情况,减少了润滑油料的不必要消耗。根据机床使用情况反应,采用依据移动累加间隔时间的自动润滑方式后,润滑泵补充油料的频率大幅降低,而且,润滑效果不受影响。
通常,在机床厂家在设计润滑功能时,会做严格的试验,使得累加移动时间的设值和供油时间实现最佳比例,既兼顾润滑效果,又不浪费润滑油料。
4. 结语
合理消耗,杜绝浪费,是绿色制造和绿色应用的课题之一,机床润滑系统作为润滑油的消耗主体,其供油方式是否科学合理,对于节油减排至关重要。而采用已经移动累加时间的自动润滑技术,可有效控制润滑油的合理供给,最大限度发挥单位润滑量的工作效率。■


