


今天,要带大家认识一位久闻其声,难见其形的超级“制造大咖”——三菱电机名古屋制作所可儿工厂!
可儿工厂有简洁的外貌、内敛的品性,是业内最早将机器人引入单元化生产体制的自动化工厂,也是最早把e-F@ctory智能制造方案付诸实践的数字化工厂,更是采用大数据、AI、云计算等前沿科技助推生产制造的智能化工厂。
究竟是怎样的基因,才造就了可儿工厂如此强悍的“进化”能力?
先定位:日本岐阜县可儿市
贴标签:三菱电机电磁开关的制造基地,该厂生产的电磁开关主要用于马达负载等启动、停止以及过负载保护(烧坏保护)用途。
划重点:
1.通过单元化生产实现可灵活换产的多批次小批量生产;
2.通过机器人的应用,提高质量,实现高运转率;
3.利用三菱FA总解决方案实现制造的灵活适应。
解密:如何实现少量多样产线的快速更换?
步骤1:全自动生产线保证生产效率
众所周知,电磁开关是一种需要大量生产的产品,为了实现大量生产,可儿工厂建成了全自动的生产线。但是,全自动的生产线虽然能够通过持续流出同一产品,提高生产率,但它的缺点是换产需要花费大量时间,若要生产多种品种,生产效率反而会下降。那么,电磁开关因线圈种类等不同而产生很多品种,有没有能够根据交货期随时切换生产品种的灵活生产方式?
步骤2:人工单元化生产方式实现少量换产
以少量换产实现多品种生产的方法之一是人工单元化生产方式。但是,客户对低压电磁开关产品的订购特别大,依赖人工作业的单元化生产恐怕无法确保充分的生产量。那么,对于电磁开关的生产而言,有没有一种即使重复换产也能够维持与全自动生产线相匹配生产能力的设备?
步骤3:建立“机器人单元化生产系统”
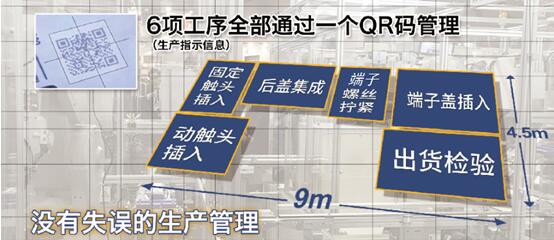
可儿工厂在电磁开关产品生产中引进了“机器人单元化生产系统”,机器人和单元化生产组合所带来的巨大效果之一就是可以有效提高交货期遵守率。在插入活动触头、插入固定触头、组装后盖板、紧固端子螺丝、插入端子罩、试验这6道工序中,使用机器人和各种FA设备。“由于换产几乎不需要花费时间和人力,因此不仅可以轻松实现小批量生产,而且还能够根据交货期灵活地生产”(可儿工厂工作课长市原正博)。由于组装本身已利用机器人实现了自动化,因此单元化生产弱点的生产效率问题也得到了解决。
解密:如何发挥机器人的最大效用?
步骤1:从自动化终端向智能终端进阶
机器人采用了工业机器人“MELFA”的最新机型类“MELFA FR系列”。该机器人不仅在追踪功能、精度功能、垂直柔顺功能等方面进行了强化,还提高了与力觉传感器、三维视觉传感器、二维视觉传感器、干涉回避、协调控制和多功能抓手等智能化技术的结合力度。
在机器人控制器中增设的MELFA Smart Plus卡,能够提供机器人机构温度补偿功能、校准支持功能以及附加轴协调控制功能,可进行离线示教、单元复制,从而实现主单元与各单元间的协调运用。
步骤2:从机器替代到人机协作
调试更加便捷。在传统的全自动生产线中,设备停止时维护人员需要前往现场,使用示教盒进行机器人的动作确认和恢复操作。与此相对,机器人单元可以通过现场的GOT (图形操作终端)进行恢复作业。在设备“骤停”时可以减轻从停止状态到重新开始作业所花费的时间和人力,进一步提高生产效率。
减少作业空间。在全自动生产线中,除了又大又长的生产线外,零部件的保管库也占用了巨大的空间。而机器人单元是将设备集中在一个较小的空间内,因此所需空间只占到原来的三分之一,使单位面积的生产效率得到了提高。
提升安全等级。MELFA FR系列机器人具备强烈“安全意识”,配备了安全I/O、安全监视功能、位置监视功能、速度监视功能、安全逻辑编辑和冲突检测等功能,能够在运行和示教中最大限度地保证人员安全。
解密:如何构建e-F@ctory智能工厂从而实现智能制造?
要素1:实现生产设备信息化的FA-IT信息协同

确保操作精确、产品质量,并及时更换产线。在引进了e-F@ctory的可儿工厂机器人单元中,作业员可利用与系统联动的带盖货架防止零部件错误,使用系统设定扭矩的螺丝刀以保证生产质量,还通过收集现场数据,排除人为失误并发掘效率改善空间。
作业员还可以通过读取印在生产指示书中的二维码,便可将该信息存入各工序的可编程控制器中。之后会瞬间进入换产,为下一品种的生产做准备,同时还会通过MES接口将生产信息和质量信息经总可编程控制器实时汇集到管理服务器中。
要素2:运用iQ Platform加强与FA产品的结合,实现设备间的无缝结合。
iQ Platform与MELSECI iQ-R系列结合,能够在设备CPU间高速通信,将PLC管理的大量信息实时传送到机器人,在机器人CPU之间直接读写并共用内存。整个生产设备都在iQ Platform上运转,采用CCLink IE Field/SLMP标准实现从生产管理到设备层的无缝数据通信,结合GOT、保全功能,以及简化机器人信息管理,提高生产效率和可维护性,降低总运行成本。
要素3:工程软件MELSOFT iQ Works整合了以系统管理软件MELSOFT Navitator为核心的各工程软件的产品,通过在整个控制系统中共享系统设计和编程等设计信息,提高系统设计和编程效率,从源头控制成本。
要素4:可儿工厂利用e-F@ctory提出对各生产设备和生产线的细致管理,以及基于生产生命周期成本的节能计划方案,通过对制造现场的可视化和对能源的“可视化管理”实现工厂的能源高效利用。
要素5:与合作伙伴协作,实现贯穿客户的开发、生产、维护的“成本全面降低”,提出包括提高设备运转率、缩短开发周期、提高质量、降低成本等各种解决方案,大力推进生产现场的最优化运行。

e-F@ctory“授”益匪浅,为您打造智能工厂。
可儿工厂作为e-F@ctory智能制造方案的典范,通过实现“生产信息可视化”“能源可视化”“安全可视化”,大幅度削减了企业总运行成本,价值递增、魅力不减。
在这里,e-F@ctory绘制出了切实可行的智能化道路:灵活运用FA技术和IT技术,由生产现场的可视化系统实时收集关键数据,通过FA收集的数据进行初级处理(边缘计算)后无缝连接到IT系统,IT系统分析/解析结果并反馈到生产现场,最终形成生产制造+产品管理+企业能源管理+供应链管理的多维度联动,为您开启智能制造的全新未来。


