1、MKS1320
数控外圆磨床MKS1620
数控端面外圆磨床
机床性能结构特点
MKS1320、MKS1620型数控(端面)外圆磨床是我公司引进日本丰田工机先进技术,经消化吸收、创新研制的具有国际先进水平的中规格数控外圆磨床产品,具有高刚性、高效率及高适应性的特点。本机床适合在汽车、摩托车、空压机、轴承等行业的大批量生产中使用,也适用于军工、航空、航天、一般精密机械加工车间小批量,精度要求高的零件加工,是操作简便、性能可靠、加工精度高的生产型数控外圆磨床。
机电一体化结构布局,整体防护,维护方便符合人机工程要求。
砂轮主轴采用套筒式动静压主轴系,具有回转精度高,刚性强的特点。砂轮线速度可达60m/s(特殊订货),CBN砂轮线速度可达80m/s(特殊订货)。
两轴联动进给,工作台(Z轴)、砂轮架(X轴)均为交流伺服-滚珠丝杠副驱动,最小设定单位为0.1μm,最高快进速度。
咨询电话:159 1097 4236

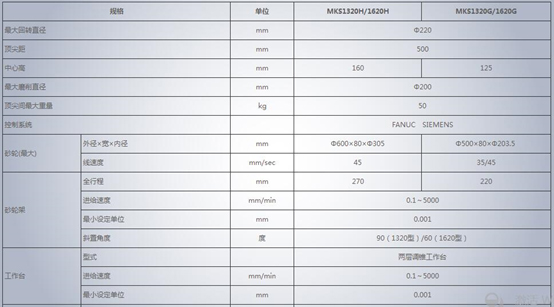
2、MKS1320H MKS1320G
数控外圆磨床MKS1620H MKS1620G
数控端面外圆磨床
机床性能结构特点
MKS1320H/G、MKS1620H/G型数控(端面)外圆磨床是我公司消化吸收国外先进技术,自行研制的中、小规格数控外圆磨床产品,具有结构紧凑,整体刚性强,精度高等特点。本机床适合在大批量生产中使用,是操作简便、性能可靠、高性价比的数控外圆磨床。
机电一体化结构布局,整体防护,维护方便符合人机工程要求。
砂轮主轴采用套筒式动静压主轴系,具有回转精度高,刚性强的特点。
两轴联动进给,工作台(Z轴)、砂轮架(X轴)均为交流伺服-滚珠丝杠副驱动,最小设定单位为0.1μm,最高快进速度可达10m/min。H型砂轮架(X轴)进给导轨选用带预负荷直线滚珠导轨,进给精度稳定,微量进给准确可靠。
采用前置式金刚石修整装置,实现精确的数控修整,且自动补偿。
配置
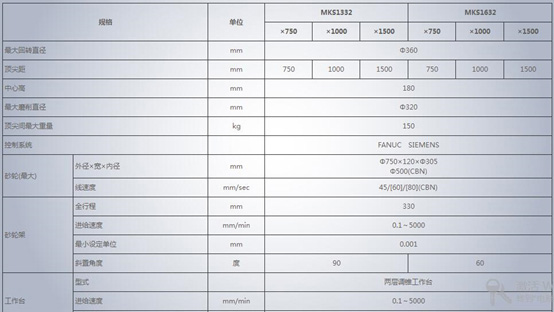
3、MKS1332
数控外圆磨床MKS1632
数控端面外圆磨床
机床性能结构特点
MKS1332、MKS1632型数控(端面)外圆磨床是我公司引进日本丰田工机先进技术,经消化吸收、创新研制的具有国际先进水平的中、高档系列数控机床产品。具有通用化、模块化程度高,高刚性、高效率及高适应性的特点。本系列机床已应用于汽车发动机曲轴、凸轮轴,传动系统中传动轴、半轴、齿轮轴,差速器壳体、法兰盘等零件的大批量生产型加工;也适用于军工、航空、航天、一般精密机械加工车间小批量,精度要求高的零件加工,是操作简便、性能可靠、加工精度高的数控外圆磨床。
机电一体化结构布局,整体防护,维护方便符合人机工程要求。
砂轮主轴采用套筒式动静压主轴系,具有回转精度高,刚性强的特点。砂轮线速度可达60m/s(特殊订货),CBN砂轮线速度可达80m/s(特殊订货)。
两轴联动进给,工作台(Z轴)、砂轮架(X轴)均为交流伺服-滚珠丝杠副驱动,最小设定单位为0.1μm,最高快进速度可达10m/min。
可选择多种形式金刚石修整装置(安装在头架后侧),实现复杂砂轮形面的精密修整;且自动补偿。
配置进口或国产主动测量装置,实现磨削加工的全闭环控制。
采用进口先进的数控系统,具有磨削过程程序变换,工件品质管理,机床状态监控,故障自诊断及异常报警等全方位的控制功能,菜单式界面输入简便。
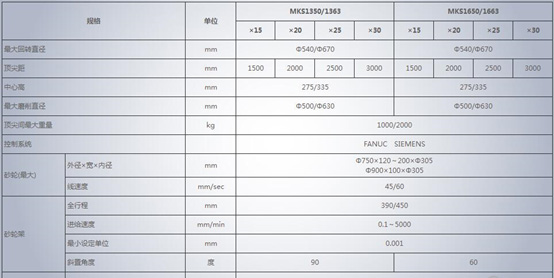
4、MKS1350 MKS1650
数控外圆磨床MKS1363 MKS1663
数控端面外圆磨床
机床性能结构特点
MKS1350/1363、MKS1650/1663型数控(端面)外圆磨床是我公司引进国外先进技术,经消化吸收,自行设计开发制造的大型数控机床产品。具有通用化、模块化程度高,高刚性、高效率及高适应性的特点。本系列机床适用于大型轴类零件成批或大批量生产场合,是操作简便、性能可靠、加工精度高的大型数控外圆磨床。
机床布局合理,采用整体防护,维护方便符合人机工程要求。
砂轮主轴采用套筒式高刚度动静压主轴系,具有回转精度高,承载能力强的特点。砂轮线速度可达60m/s(特殊订货)。
两轴联动进给,工作台(Z轴)、砂轮架(X轴)均为交流伺服-滚珠丝杠副驱动;导轨均采用贴塑导轨,闭式多点润滑方式,吸振耐磨,精度保持性好。
可选择多种形式金刚石修整装置,实现复杂砂轮形面的精密修整;且自动补偿。
配置进口或国产主动测量装置,实现磨削加工的全闭环控制。
采用进口先进的数控系统,菜单式界面输入,最多可控制四轴(X、Z、U、W),满足磨削及修整循环的需求。
可选配数控或液压驱动自动跟踪中心架,用于细长轴类零件加工。
5、B2-K3000
高精度复合磨削中心
机床性能结构特点
B2-K3000系列高精度复合磨削中心是我公司在多年数控磨床设计制造的基础上,采用国外先进技术、消化吸收,创新开发的具有自主知识产权,国际先进水平的高档数控机床。
本机床采用先进的柔性复合加工技术,多种砂轮的组合型式形成系列。一次装夹完成工件外圆、内圆、端面、锥面、非圆、曲面等部位的磨削加工,完全改变多台机床分序加工的传统加工方式。具有加工精度高、加工效率高及加工柔性高的特点。适用于军工、航空、刀具、量具、机床、汽车等行业的精密机械加工领域。
机床结构布局合理, 整体防护,维护方便符合人机工程要求。
采用人造花岗岩床身,吸振性能好、刚性强、热稳定性高。
砂轮架集成动静压轴系、动压轴系、电动轴系,可同时布置外圆砂轮、端面外圆砂轮、内圆砂轮;选用各种砂轮的组合,最大限度满足用户的工艺需求。
机床最多可控制7 个数控轴(4 个直线轴和3 个旋转轴),实现多工序敏捷、柔性磨削加工。
砂轮架移动(X 轴)采用直线电机(或伺服电机)+ 闭式高精度导轨驱动,保证了磨削进给的准确性、灵敏性、高响应性;工作台(Z轴)移动为交流伺服-滚珠丝杠副驱动;砂轮架回转(B轴)采用力矩电机(或伺服电机)驱动,定位精度± 3″,保证了多砂轮的准确换位;同时可实现X-Z- B轴联动,完成异形圆柱面的(曲面)磨削。
工件回转系统(C轴)采用力矩电机、角度编码器驱动,高精度滚动轴承轴系,回转精度高,动态响应性高;C-X 轴联动,实现非圆、偏心圆等的磨削。
配置伺服驱动移位式大行程尾架(W1轴)、伺服驱动移位式头架(W2 轴),适应零件加工品种的快速、灵活转换及机床的自动上下料。
可选择多种形式金刚石修整装置(安装在头架后侧),实现精确的数控修整,且自动补偿。
配置进口主动测量装置,实现高精度磨削加工的全闭环控制。

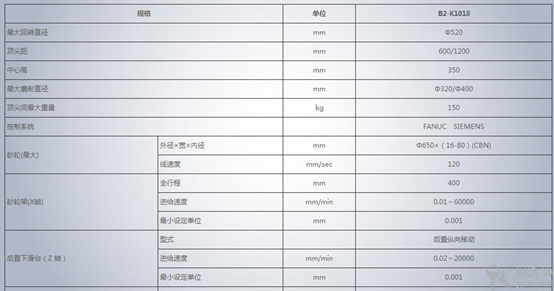
6、B2K1018
双砂轮架随动式数控曲轴磨床
机床性能结构特点
B2-K1018型双砂轮架随动式数控曲轴磨床是我公司在多年数控磨床设计制造的基础上,采用国外先进技术、消化吸收,创新研制的具有国际先进水平的数控曲轴磨床。
本机床采用先进的跟随摆动式磨削连杆颈技术,通过两个砂轮架进给轴(X1、X2 轴)与工件回转轴(C1、C2 轴)及在线检测进行数控联动的全闭环控制,实现曲轴两个不同相位的连杆颈的同时磨削,也可实现一个连杆颈和一个主轴颈或两个主轴颈的同时磨削。彻底解决传统偏心夹具式曲轴磨床加工柔性差、调整复杂的缺点。可实现曲轴一次装夹完成对连杆颈、主轴颈、止推面的精密加工,是曲轴零件批量加工的精良设备,操作简便、性能可靠、加工精度高。
机床结构布局合理,整体防护,维护方便符合人机工程要求。
砂轮主轴系回转精度高,刚性强; CBN砂轮线速度可达120m/s。
采用工作台固定,双砂轮架十字滑台后置移动的形式,实现砂轮架进给及移动(X1、X2,Z1、Z2轴)。
砂轮架进给(X1、X2轴)均为直线伺服电机直接驱动,闭式静压导轨结构;最小设定单位为0.1μm,最高快进速度可达40m/min,满足连杆颈磨削运动精度的要求。
砂轮架滑台移动(Z1、Z2 轴)均为交流伺服-滚珠丝杠副驱动。
工件回转轴(C1、C2 轴)采用高精度滚动轴承主轴结构,配置角度编码器实现闭环反馈控制,达到极高的回转精度和定位精度。
配置进口先进的主动测量装置,实现磨削加工的全闭环控制。
配备曲轴连杆颈随动磨削软件和用户专用磨削界面软件,在曲轴零件的一次装夹过程中,实现高精度随动磨削和在线自动补偿。