套管泵压管及钻管的螺纹激光硬化技术
全世界使用油井总量近950000个,其中美国536000个,俄罗斯180000个。年钻井量近80000 个。

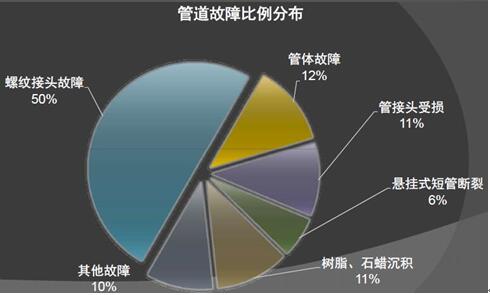
套管、泵压管及钻管年产量达上百万吨。正在使用的上百万个管道需要修复。
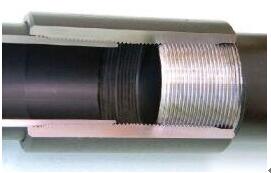
生产硬化管接头
硬化螺纹管缺少有效的工业技术目前在个别情况下使用下列技术:
- 喷涂保护涂层
- 电镀锌涂层
- 用辊压法使塑料变形
- 高频电流硬化
- 氮化
- 超声硬化
这些硬化类型低效且易脆化。
俄罗斯激光热处理表面硬化:

激光淬火过程的实质是借助于辐射加热大型零件表面的局部区域,使其达到超临界温度。加热金属传导激光辐射能量使其深入材料,使用其导热系数。辐射停止后,该区域借助于内部金属层散热而加以冷却。高速冷却将在各层中形成淬火结构。与其他类型的硬化加工时形成的马氏体结构相比较, “激光”马氏体结构更为分散,具有较高硬度及内压。联系:135-0128-2025
螺纹的激光热处理硬化表层厚度100-200 微米,硬度不低于初始硬度的2倍。

由于热处理会使材料结构发生改变,该情况下缺少熔化区和应力集中器,螺纹不容许出现几何变化。
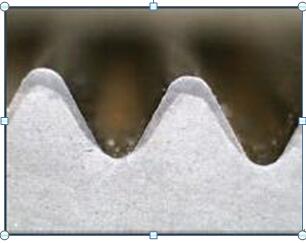
显微硬度数值,初始硬度为370 维氏硬度,到表面硬度达1000 维氏硬度以上。硬化层深度为200微米。层内硬度均值为700-800 维氏硬度。

用激光热处理方法使螺纹表面硬化的泵压管螺纹接头试验螺纹激光硬化泵压管样品需在全苏石油研究所专业试验台进行试验
- 机械紧固与密封性无损时平均2-2.5 转测试样品需经50次拧上拧下;
- 试验品上未发现缺口、脱落与匝圈变形;
- 样品承受计算压力为66.7兆帕的密封性试验;
- Ø73×5.5 毫米泵压管Е和К密度组样品进行同轴拉伸荷载影响试验(工厂螺纹接头中样品出现裂口,706 千牛顿用于К密度组,735 千牛顿用于Е密度组)。
泵压管激光硬化螺纹技术:
- 管道螺纹激光热处理硬化技术的研究;
- 研究用于32Г2、38Г2СФ、38ХМН、40Х型钢管;
- 研究用于激光硬化系统及装置的部件;
- 制造试验设备。
现代化激光设备:
- 光纤激光源少有大型化特性;
- 激光效率达25%;
- 激光源资源为100000 小时;
- 实际缺少耗材。

现代化光纤激光源的特性可以建造移动激光处理中心。
移动激光加工成套设备,可在任一场地操作。