


 超精研磨
超精研磨
辊加工
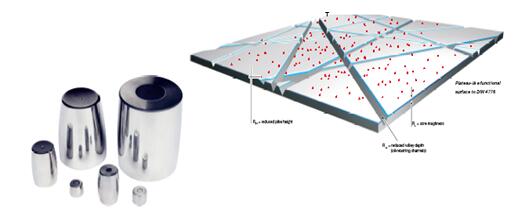
Rpk =减少的峰高
Rvk =减少的谷深(储油通道)
Rk = 核心粗糙度
DIN 4776平面效应功能表面
Supfina 778代表着滚子横向进给磨削的行业标准。
在最新的一代球面滚子轴承中,性能和允许负载的改进都基于对准确定义的表面参数进行完全复制。在这方面,生产力极高的Supfina 778发挥着重要的作用。机床动态平衡的超精研磨架在设计时要实现高频率和振幅,由此产生的大磨削量率则减少了加工时间。
Supfina 778的2步超精研磨流程生成平坦表面,带预定义的网纹,同时生成最佳外形、粗糙度和高的承重比。
联系:135 2207 9385
集成的上料系统功能全面,可以根据不同工件尺寸快速调整。通过NC数控调试轴的智能使用,可以将安装时间减少到20分钟以下。
2个或4个工位
2个或4个超精研磨架
通过水平放置的支承辊实现工件驱动和定心
数控半径调节
刀具和工件采用数字驱动
集成上料和下料,数控
2步式超精研磨工艺
先进的控制系统
多量程工装
安装时间< 20分钟

Supfina 778
类型: 工件直径 工件长度
A 14 – 50 mm 12 – 60 mm
B 50 – 120mm 50 – 200 mm
不对称球面滚子操作

我们的系统特征
➟您的优势
数控超精研磨架
➟通过振荡器的自动半径调解实现快速设置;
➟因为振荡频率的自动调解实现最佳质量;可对各个加工循环进行优化;
➟在部件任何给定外形的超精研磨中,获得专利的多级冲程> 50 mm;
2步超精研磨工艺
➟生成优化的轴承表面质量
➟延长刀具使用寿命;
2个或可选的4个工位,带数字驱动
➟改进的扭矩和速度特征
➟减少节拍
➟提高生产力
灵活、无限可调的支承辊
➟安装流程快
➟工装只需更换少量部件
工作范围广,功能多,适合不同工件类型
➟适合中小大规模的批量生产;
➟提供适合圆柱和圆锥滚子的机床
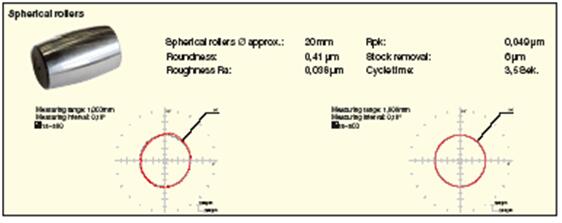
球面滚子
测量范围:1000mm
测量间隔:0.10°
15-500
球面滚子直径近似值:20 mm
圆度: 0,41 μm
粗糙度Ra: 0,038 μm
Rpk: 0,049 μm
磨削量: 6 μm
节拍: 3,5 Sek.
测量范围:1000mm
测量间隔:0.10°
15-500


