


机器特征:
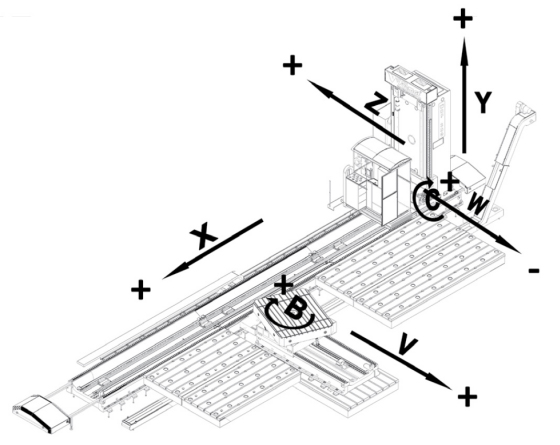
飞马特生产的卧式镗铣加工中心WRF 160采用了落地式卧式镗铣加工中心市场的最新科技和理念;其强劲的主轴箱内装有可移动滑枕 (Z轴)和可移动回转主轴 (W轴)。WRF 160机型具有高精度圆弧插补和CNC数控回转工作台 (附加轴向)。
由于其设计新颖,WRF160是一种全面的镗铣加工中心,允许大型和重型工件高效加工,精度高的同时保护运行质量。
数控回转工作台尺寸从2050×2050mm到3000×3000,可承重高达25吨,40吨,50吨。通过落地台面或者特殊设计的工作台,也可以加装更重的工件。
立柱沿X轴横向移动,旋转工作台纵向移动。
模块化设计给客户提供任意配置机器的机会,包括X轴行程从2400至28100mm;Y轴行程2000mm至6000mm;并且可选的主轴箱、工作台和落地台面也是多样的。
机器的各个组成部分都来自知名厂商。
联系电话:135 2207 9385
机床设计:
主轴箱
WRF 160机型配有可移动回转主轴和铸铁共线滑枕。当W轴伸出时,此滑枕加强并确保了机床所需的加工刚度。
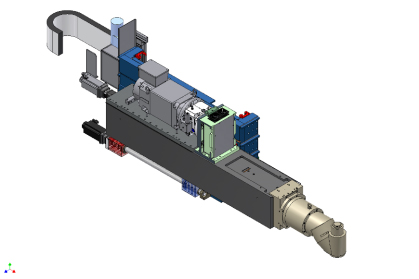
主轴箱滑枕冲程1 000 mm,主轴冲程1000 mm
主轴箱配有可调节的安装平台,可用于添置附件 (如:自动/手动角铣头,主轴支撑托架,平旋盘等)。
主轴箱是由一块特殊的韧性极强的铸铁建造的,由西门子异步伺服电机驱动控制,连续调节行程。双速ZF自动变速箱给重金属排屑提供足够的扭矩和 强大的高速钻孔。正因为轴向的扭力达到40000N,飞马特的机床可生产性能大大提高。
主轴箱滑轨由块状铸件制成;其直线导轨沿Y轴的垂直行程是由3组伺服电机+滚珠丝杠驱动的,而中间的滚珠丝杠用于平衡主轴箱的重量。
为防止滑枕偏转以达到更高的精度,机床生产时须符合以下2个标准:
全手刮制成的滑枕可确保几何精度。
如添加其他附件(角铣头,平旋盘等),Y轴上滚珠丝杠的协调移动即可补偿滑枕偏差。如:当滑枕上安装了角铣头,机床的控制系统将自动识别角铣头,并调出用以此铣头补偿的新参数表格;这些数据是在机床调试时通过激光测量而得,因此不同的角铣头会有各自生成的数据。由此,WRF 160即使附加其他各类配件,也能达到所需的高几何精度。
立柱
WRF 160的立柱采用了肋骨交错式结构,而机床的床身(X轴)则选用了特别的X型铸钢支架和重型 直线导轨。特制的Rexroth钢制滚子导轨确保了立柱移动。此外,立柱上还有3条滚珠丝杠。高于4 000 mm (157.5 in)的立柱稳定性更高。
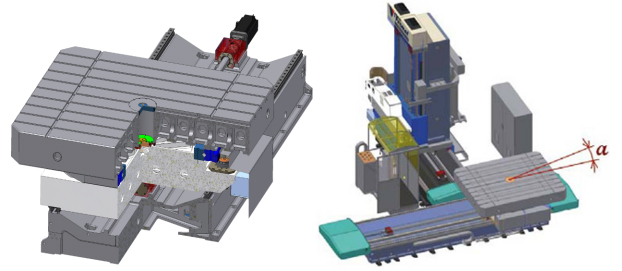
Additional CNC rotary table T50
回转工作台由三个主要部分组成-床身,滑座和回转夹紧板-这都是强大的X支撑的热稳定铸件三个主要部分。夹紧盘位于十字圆锥滚子轴承,这样可用最小的消极抗力达到最大的载重量。
工作台的旋转运动是由两个小齿轮推动的。每个小齿轮有独立伺服电机和配套齿轮箱。这种工作方式即所称的主奴方式。
|
定位精度
|
0.01 mm / 1 000 mm
|
|
重复定位精度
|
0.005 mm / 1 000 mm
|
|
夹紧盘尺寸
|
2 500x3 000 mm
|
|
最大载重
|
50 000 kg
|
|
T型槽尺寸 2 500x3 000
|
28 H8
|
|
距离
|
250 mm
|
|
数量
|
9
|
|
工作台行程(V轴)
|
2 400 mm
|
|
工作进给
|
1 – 10 000 mm/min
|
|
B轴
|
0 – 1,8 rpm
|
|
V轴快移速度
|
15 000 mm/min
|
滚珠丝杠, RACK
X,Y,Z和W轴移动由滚柱丝杆提供。滚珠丝杆具有良好的滚动性能,低摩擦;螺母和螺丝之间的间隙由厂商限制,实现了高刚度和高精度。
如立柱水平行程(X-axis) 较长,则机床采用齿条来代替滚珠丝杠。此设计的配置为:主奴系统的双齿轮双伺服电机结构,大大提高了圆弧插补的精度。
在Renishaw QC-10球杆仪测试中,飞马特三个平面的标准精度最大为10微米。
液压和润滑系统
直线轴(滚柱丝杆…)导轨面和机械驱动的润滑由单独的油润滑机组提供。每个润滑点都装配比例调节器,油脂数量由比例调节器调节。主轴变速箱里有长期寿命的油量。主轴驱动变速箱由冷却机组提供润滑和冷却。
电动设备
控制系统
WRF160被三个不同的系统控制:海德汉iTNC 530,发纳可31i或西门子840D。所有这三个都配备了15“液晶显示屏和一个手轮。

伺服驱动
直线运动由数控伺服器控制,行星式变速箱保证了最低的反坐里。这些伺服电机都设有机械裂口,从而提供了一个联锁的Y轴。
工作台的回转运动是由两种齿轮和一个或两个伺服电机提供。
海德汉光栅尺
主轴转速的测量通过旋转编码器停止主轴的导向。X, Y, Z和 W 坐标配置直线光学电子的定位编码器.B轴(工作台回转)装配ROD编码器来测量工作台旋转,分度为0.001°。主轴转速测量由旋转编码器实现;主轴定位也因此可控制;每个坐标的所有端位由限位开关控制。
配电板
所有电器元件都放在机床旁边的电柜箱内.
电柜箱内由移动驱动交换模块化调整器和转速, 控制系统,电源供应器, 开关金额安全装置. 使用配件由由信誉的产商提供.
低压冷却 (外冷)
|
冷却压力
|
4 bar
|
|
最大输入量
|
60 l/min
|
|
水箱容量
|
2000 l
|
高压冷却(主轴内冷)
|
冷却压力
|
15 / 20 / 30 bar
|
|
最大输入量
|
30 / 20 / 37 l/min
|
|
水箱容量
|
200 l
|

外置冷却槽和CTS槽
自动换刀
本机可配有自动换刀。这辅助设备能够明显加快生产周期和自动化。
|
参数
|
|
|
夹紧锥
|
BT 50
|
|
刀具种类
|
MAS 403-1982 BT
|
|
夹紧销种类
|
MAS 403-1982 PT-1(2)
|
|
刀具数量
|
40 / 60, 90
|
|
刀库储存量
|
电气(伺服)
|
|
电机规格
|
交流电机
|
|
自动换刀库储存量
|
液压
|
|
换刀时间
|
20 / 15 sec.
|
|
刀具最大重量
|
25 / 50 kg
|
|
最大扭矩
|
110 Nm
|
|
最长度
|
400 / 750 mm
|
|
最大直径
|
Ø 125 mm–刀库满
|
|
|
Ø 280 mm–相邻刀位空
|
技术规格概要
|
主轴箱
|
|
|
|
主轴直径
|
Ø160
|
mm
|
|
主轴锥度
|
BT 50
|
|
|
拉钉
|
MAS 403-1982 BT
|
|
|
转速
|
10 – 2 500
|
RPM
|
|
海德汉主轴电机功率(S1 Continuous/ S6-40%)
|
60 / 80
|
kW
|
|
海德汉主轴最大扭矩(S1 Continuous/S6-40%)
|
2 500 / 3 331
|
Nm
|
|
主轴箱尺寸
|
500x460
|
mm
|
|
工作行程范围
|
|
|
|
立柱行程 (X轴)
|
8 000
|
mm
|
|
主轴箱行程 (Y轴)
|
4 000
|
mm
|
|
滑枕行程 (Z轴)
|
1 000
|
mm
|
|
主轴行程(W轴)
|
1 000
|
mm
|
|
所有轴向的工作进给
|
1 – 10 000
|
mm/min
|
|
X轴 快速进给
|
20 000
|
mm/min
|
|
Y轴快速进给
|
15 000
|
mm/min
|
|
Z轴,W轴快速进给
|
10 000
|
mm/min
|
|
X轴,Y轴 最大轴向力
|
40
|
kN
|
|
Z轴,W轴最大轴向力
|
40
|
kN
|
|
X,Y,Z 定位精度
|
0.01
|
mm/m
|
|
W定位精度
|
0.012
|
mm/m
|
|
X,Y,Z 重复定位精度
|
0.005
|
mm/m
|
|
W重复定位精度
|
0.006
|
mm/m
|
|
Positioning of X, Y, Z
|
Linear electro-optical
|
|
|
Positioning of W
|
F rom the Encoder
|
|
|
液压和气动系统
|
|
|
|
液压动力源额定压力
|
10 - 15
|
MPa
|
|
润滑单元额定压力
|
8
|
MPa
|
|
刀具夹紧力
|
25
|
kN
|
|
夹刀系统
|
hydromechanic
|
|
|
输入气压
|
0,6
|
MPa
|
|
输入气压流量(刀具冷却)
|
400
|
l/min
|
|
电气(根据当地相关规定)
|
|
|
|
最大耗电量
|
115
|
kVA
|
|
操作电压
|
3 x 400
|
V
|
|
操作电压公差
|
5 %
|
|
|
操作和控制电压
|
24
|
V
|
|
操作电压频率
|
50
|
Hz
|
|
操作位置最大噪音
|
72
|
dB
|
|
其它
|
|
|
|
液压单元容量
|
15
|
l
|
|
润滑单元容量
|
2
|
l
|


