

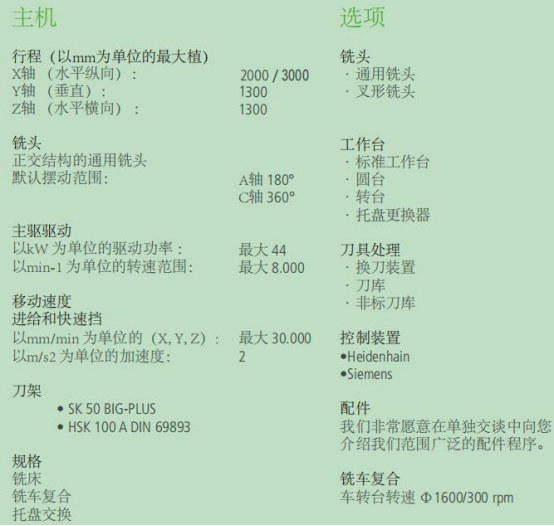
一、型号:UniSpeed 2000 /3000
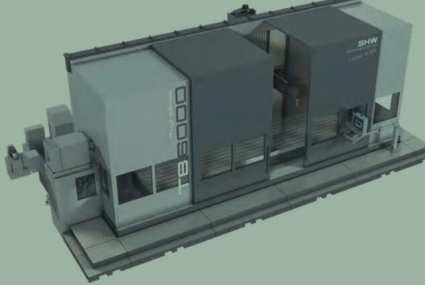
二、PowerSpeed TightBlock型
为了完成大型控制阀和蝶阀的加工,历史悠久的德国OHL Gutermuth公司投资采购了德国SHW机床制造公司生产的大型阀门铣车复合加工中心。在此之前此类阀体零件需要在多台机器上通过至少4次装夹才能完成全部的加工内容,而在SHW阀加工中心上只需2次装夹,并且得到了更好的加工质量。
在三个偏心蝶阀阀座加工时,这对于确保蝶阀的密封至关重要。针对三偏心蝶阀加工,SHW机床提高生产率表现惊人,比传统方法提高一倍还多。
SHW三偏心车应用程序实现了编程加工一体化,该应用程序为三偏心车提供完整的解决方案。
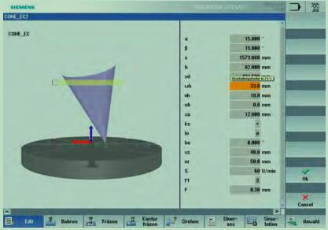
SHW机床内置的三偏心车应用程序是通过人机交互表格,操作者只需要将三偏心伐参数输入机床控制器,机床会自动生成加工程序加工密封面。
(右下图)
OHL SörenRau强调: “三偏心阀座的完美加工对于我们的金属密封KX蝶阀的可靠密封至关重要。此类阀门用于调节或关闭压力高达150 bar和-198至+850°C的介质。
如果仔细研究一下控制阀,蝶阀和其他产品的工作环境,很快就会明白为什么要求如此之高。”除了西班牙的现代化太阳能电站外,钢厂炼油厂和石化厂都选择依赖具有三偏心座几何形状的通用金属密封蝶阀。极热或极冷的介质可以像带有腐蚀性或磨蚀性的介质一样均匀地流过带阀座的控制阀和蝶阀。在这里,重要的是要可靠地控制高压和大压力变化。在壳体的加工过程中,KX蝶阀,尤其是阀座,除了具有最高的精度和可靠性外,最重要的是在相关的加工中心上的加工可靠性。”
蝶阀铸件的重量约为650公斤,是由ASME规范,PED规格的铸钢制成的 。根据设计图,必须去除最大15毫米的加工余量,并加工出必须的几何形状,例如孔和螺纹。
自2011年以来,OHL Gutermuth的阀门专家一直将所有注意力集中在位于德国斯图加特郊外的SHW 机床制造商。该公司的工业阀铣车复合加工中心可针对重量达6吨的工件进行一次装夹完成的车削和铣削加工。
OHL 工程师SörenRau回忆说:“以前,我们至少需要在两台机器上进行四次装夹才能获得相同的结果。” 在立式车床上进行车削操作后,其余的加工都在带有受控滑动面的卧式镗床上进行。
从一台机器切换到另一台机器并重新夹紧会增加生产时间,并增加产生错误的机会,从而增加返工量。“如今,SHW加工中心可以更快地完成任。SörenRau说:“我们已经能够将主加工时间减少至少30%,并完全节省了两次机器更换的非生产时间。最重要的原因是加工中心的紧凑而强大的正交头。通过这种方法,我们可以在工件的每个点上实现快速,精确的定位,” Christian Schultheis解释说。
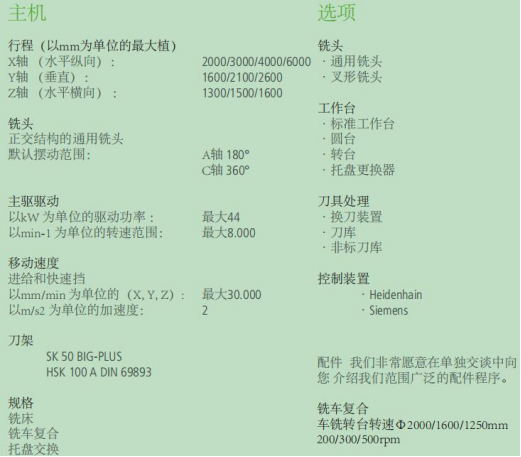
理论上,由于A轴的180°旋转范围和C轴的360°旋转范围,加工头可以到达64,800个位置。
咨询电话:135 2207 9385

Christian Schultheis 强调说,“对于很多的工作场合,金属密封必不可少。将阀座中的各种角度在一侧旋转2度,在相反一侧旋转至22度,这需要进行复杂的计算。毕竟,正是在这里确定了流量优化控制和蝶阀的压力密封性。对于这些介质,这些温度和这些压力变化,金属密封是不可替代的。橡胶密封垫无法承受压力,层压密封垫却被挤出,PTFE材料会崩解,只能使用金属密封件。而且只有复杂
的几何形状才能确保绝对的压力密封性。阀瓣不仅必须紧密密封,而且必须无摩擦地密封。同样,打开时不允许介质喷出,但是根据各种角度的设计,介质必须以正确的速率流过阀瓣。
SHW 董事总经理AntonMüller强调说:“这归功于我们的设计师和程序员的奉献精神,如今这些精确的操作能够以高度的过程可靠性和可重复性进行。” SHW机器的优化控制为满足特定要求提供了理想的解决方案。偏心车削不仅会产生精确的几何形状。高刚性的机器可以顺畅地执行车削和铣削操作,因此还可以确保出色的表面光洁度,从而轻松实现所需的表面光洁度RA = 0.8或更高。“OHL Gutermuth的设计主管Wilhelm Sens表示,通常值在0.4到0.8之间。
生产用于苛刻应用的蝶形阀和控制阀,且精度最高

正交设计的万能铣头结构紧凑,因此它可以自动旋转到任何所需位置,而不受限制

使用SHW机床,主要加工时间减少了30%以上

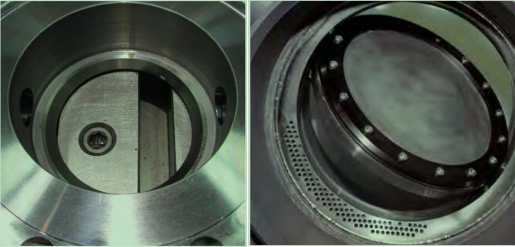
为了可靠地实现金属密封,必须对三偏心阀座进行精密加工








