

只有在砂轮修整过程高度精准的情况下,才能充分展示磨齿机的柔性。
要让磨削过程经济实用,去除率就要高,其风险就是修整出错,导致砂轮出现明显磨损。但可通过Klingelnberg(克林贝格)修整轮接触控制解决此问题。
两个相矛盾的目标:保证砂轮修形的高精度,同时保证砂轮修整参数经济效益尽可能大。

图1:修整参数、修整轮路径以及砂轮目标廓形一览
对磨齿机而言,砂轮整形功能是必不可少的。这种所谓的修整,对磨损的表面进行磨削,修整砂轮形状。该步骤使用金刚石涂层的修整工具完成。机床通过控制修整工具和砂轮的运动来修整形状。
修整过程
我们使用杯型砂轮磨削锥齿轮。修整工具是有金刚石涂层、带外圆角的圆盘。砂轮的修形就是用修整工具的外圆来完成的。

图2:修整工具和砂轮
每次修整都会缩短砂轮的长度,也就是所谓的修整量。在砂轮整个使用寿命中,砂轮的内外径都不会发生改变。修整量必须足够大,确保一个修整循环后砂轮修整的形状无误。
但这里存在问题!
如果修整量太小,砂轮修整的形状就会出现问题。而如果修整量太大,修整工具会过度磨损,砂轮的使用寿命也会降低。
锥齿轮磨削面临的挑战
乍一看这个问题,似乎并不复杂。但当我们深入研究时,发现在锥齿轮磨削砂轮的典型形状上存在挑战。其齿长鼓形要求砂轮倾斜,这导致砂轮外轮廓压力角明显比内轮廓压力角小。
这样外轮廓砂轮去除量要比内轮廓去除量小很多。
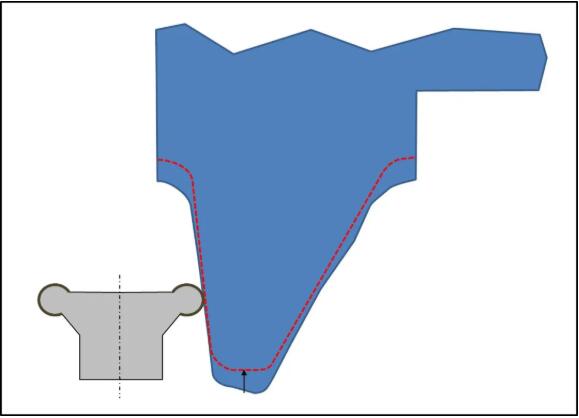
图3:砂轮典型的修整前后展示
经验丰富的操作者会设定修整量,控制砂轮外侧修整量在合理范围。
典型的情况是,砂轮外侧压力角为10°,内侧压力角为30°,修整量为0.1mm的话,外侧只有0.017mm的修整量,而内侧却有0.058mm修整量。除非砂轮磨损量明显低于0.017mm,才能确保磨削过程的安全。
否则,修整量必须相应增加,比如增加到 0.15mm。这是为了确保安全,但是,砂轮使用寿命将会降低30%。
这是Klingelnberg(克林贝格)创新的初衷,叫做修整轮接触控制。现在所有的Klingelnberg(克林贝格)锥齿轮G系列磨齿机都在修整主轴集成了声学传感器。
采购磨齿机,请咨询:135 2207 9385
这个传感器检查在砂轮修整时修整轮与砂轮之间是否有真实的接触。可以在控制器实时展示的修整路径上用蓝色条表示。如果没有接触,机床软件就会重复修整工作。
结合声学传感器和KOP-G软件,有如下优势:
01
无论修整量如何,总能保证砂轮的正确形状。
02
修整量能降低至合理的尽可能低值。当齿轮磨削的余量大或热处理变形大时,都会造成砂轮过度磨损,于是进入下一轮修整循环,直至砂轮形状无误。
03
新砂轮修形中,砂轮形状一旦达标,修整循环会立刻停止。
凭借全新修整轮接触控制特性,不仅锥齿轮磨削的工艺可靠性得到提高,而且也降低了费用:修整量不再是0.1mm,而是可降低至0.08mm。从而相应刀具费用节省高达20%。
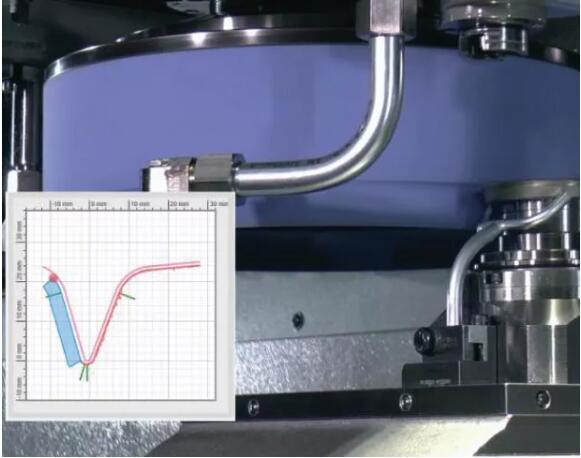
图4:工作间的情况和操作面板显示器的实时显示
小结:
1)过程稳定性要求砂轮廓形正确,而经济实用的磨削要求高去除率。
2)过去通过增加修整量来保证砂轮轮廓正确。
3)修整轮接触控制(DCC)允许在保证高精度砂轮廓形的情况下,延长刀具寿命、降低刀具费用。



