

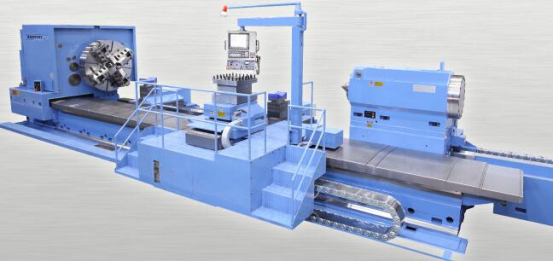
1、CNC/精密旋盘 TL132/152

特别注意失真和变形,无论是水平方向还是垂直方向都形成完全对称的形状,而且对于扭转方向也有效果的肋条的形状和配置,防止切削引起的振动。
床巾1010mm宽,滑溜面全长深均匀的烧入(烧入硬度Hs67~74)被解开。
●主轴台
具有耐受强力重切削的独特构造,外壳形状、内部剪裁、肋条配置等所有机械性的考虑。
主轴轴承采用2(TL为3)点支撑,前轴承采用多列圆柱滚柱轴承和高速角轴承,后轴承采用多列圆柱滚柱轴承都采用超精密级。
主轴转速的转换通过AC(逆变器控制)的电动机进行变速。为了在低速下获得足够的扭矩,可以通过齿轮将范围切换成两个阶段。(TL为4组)
也可以进行周速一定控制。
●往返台
为了保持鞍的滑动面的强力切削及稳定的精度,相对于床有宽椅子滑动面,横进给台、刀具台被设计得很坚固。
X轴的输送时,滚珠丝杆、Z轴的输送时,滚珠丝杆或中心距离7m以上采用精密齿条式,由伺服电动机驱动。
●芯押台
芯推台及芯推轴具有足够的刚性,主体固定在基座上,可横向滑动调整。推力计是标准的。
贝司构造坚固,通过拧紧固定在床上。另外,为了防止芯押台推力引起的后退,采用了可以通过制动器装置接受的结构。
●润滑
主轴的主轴前侧轴承是润滑脂润滑方式。(TL是强制循环上油方式)
主轴台的齿轮及其他轴承的润滑采用强制循环上油方式。
X轴的齿轮箱是油总线方式。
X轴滚珠丝杆采用润滑脂润滑方式。
向支座、横进给台的滑动面及Z轴滚珠丝杆或Z轴精密齿条部加油是自动上油方式。
床上的摆动(mm) 往返台上的摆动(mm) 心间距离(mm)
1320/1520 900/1100 1500~15000
支撑重量(kg) 主电动机(kw) 主轴转速(min-1)
10000 45/37 1~500
联系:135 2207 9385
2、CNC/精密旋盘 DL132/152

特别注意失真和变形,无论是水平方向还是垂直方向都形成完全对称的形状,而且对于扭转方向也有效果的肋条的形状和配置,防止切削引起的振动。
床巾1010mm宽,滑溜面全长深均匀的烧入(烧入硬度Hs67~74)被解开。
●主轴台
具有耐受强力重切削的独特构造,外壳形状、内部剪裁、肋条配置等所有机械性的考虑。
主轴轴承采用2(TL为3)点支撑,前轴承采用多列圆柱滚柱轴承和高速角轴承,后轴承采用多列圆柱滚柱轴承都采用超精密级。
主轴转速的转换通过AC(逆变器控制)的电动机进行变速。为了在低速下获得足够的扭矩,可以通过齿轮将范围切换成两个阶段。(TL为4组)
也可以进行周速一定控制。
●往返台
为了保持鞍的滑动面的强力切削及稳定的精度,相对于床有宽椅子滑动面,横进给台、刀具台被设计得很坚固。
X轴的输送时,滚珠丝杆、Z轴的输送时,滚珠丝杆或中心距离7m以上采用精密齿条式,由伺服电动机驱动。
●芯押台
芯推台及芯推轴具有足够的刚性,主体固定在基座上,可横向滑动调整。推力计是标准的。
贝司构造坚固,通过拧紧固定在床上。另外,为了防止芯押台推力引起的后退,采用了可以通过制动器装置接受的结构。
●润滑
主轴的主轴前侧轴承是润滑脂润滑方式。(TL是强制循环上油方式)
主轴台的齿轮及其他轴承的润滑采用强制循环上油方式。
X轴的齿轮箱是油总线方式。
X轴滚珠丝杆采用润滑脂润滑方式。
向支座、横进给台的滑动面及Z轴滚珠丝杆或Z轴精密齿条部加油是自动上油方式。
床上的摆动(mm) 往返台上的摆动(mm) 心间距离(mm)
1320/1520 900/1100 1500~15000
支撑重量(kg) 主电动机(kw) 主轴转速(min-1)
7500 37/30 7~500
3、CNC/精密旋盘 DLⅡ142/152

床上的摆动(mm) 往返台上的摆动(mm) 心间距离(mm)
1420/1520 1000/1100 1500~10000
支撑重量(kg) 主电动机(kw) 主轴转速(min-1)
8000 26/22 7~500


