

- 加工方式的可能性
现代化的加工根据工件的型号、产量和尺寸,有多种加工方案可供选择。大批量的加工任务通常在独立的超精研磨机床或全范围尺寸超精加工中心上进行。相比之下,大型单个工件或小批量的工件通常配备抛光附件在CNC或传统车床上加工。
- 工件夹紧和定位
在超精研磨过程中,多种机械运动叠加在一起。为了使工件能够旋转,必须配置合适的夹具和驱动装置。如前所述,对切入式、贯穿式、滚道超精研磨和交叉网纹加工进行了区分。每种加工方法针对特定的工件型号研发,这些型号决定了工件的夹具和定位装置的类型。

无心式加工
- 在超精辊之间的定位
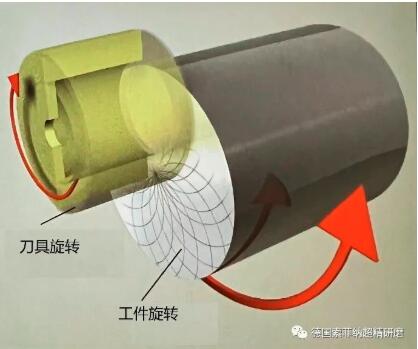
进给辊轮(图15)是设计用于定位和驱动圆柱形工件的装置。适用于不能在顶尖之间加工的工件。通过辊轮上的轴向法兰固定工件。配有油石或砂带的超精装置位于辊的上方,并在加工过程中振荡。超精研磨机床的振荡轴与工件中心线平行。直的超精辊支撑圆柱形工件,而超精带凸度的工件要在适当成型的超精辊之间进行。
咨询电话:135 2207 9385


(图15:通过进给辊轮无心式支撑工件)
如果前道工序没有采用顶尖,则采用切入式方法在超精辊之间加工的工件包括凸轮轴和带有多个轴承的传动轴。阀门和接头的球也可以安装在这种夹具中。在贯穿式加工的情况下,工件通过超精辊的双曲线形状在刀具下连续通过机床。工件的进给可以通过设备实现自动化,这项技术尤其可以进行降低成本大批量加工工件。



