

振荡运动的驱动系统
产生超精研磨所需的振荡运动,有各种驱动系统可以选择:
电动方式:
在这种情况下,电机的旋转运动通过恒定或可调节的凸轮或摇杆(曲柄滑块机构)转换为振荡运动。
气动方式:
压缩空气的连续流动将往复式活塞设置为振荡运动,即活塞在移动时打开和关闭气缸中的控制端口,从而自动启动活塞方向的改变。该系统的特点是两个装置反向振荡(活塞和气缸)。由于这种类型的驱动器不包含高应力机械部件,也不需要额外的控制装置,因此免维护是其最大特点。
液压方式:
振荡运动由往复式活塞产生。振荡的频率(1至42赫兹)和振幅(0至3毫米)通常可以在加工过程中根据需要进行调整。
超精装置的设置
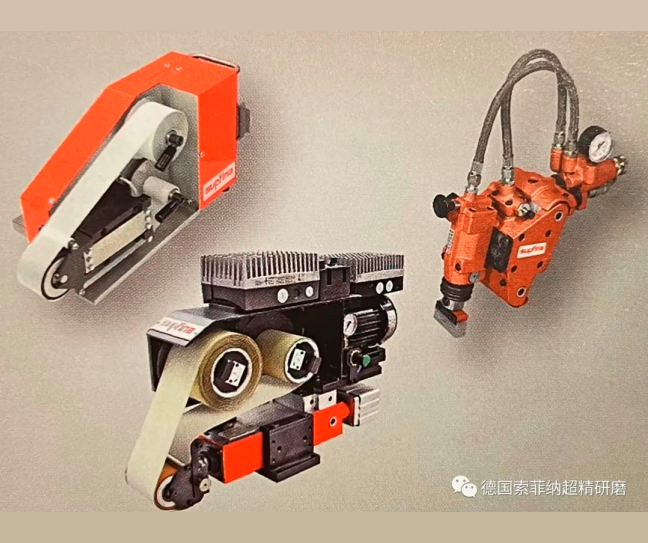
超精研磨装置的闭合压力通常由气缸(图35)或可调弹簧组件产生。液压方式的驱动也是可行的,但由于产生额外的成本,往往仅应用于机床。刀具磨损,特别是对于超精研磨油石,在25至65 mm的行程内自动补偿。如采用抛光砂带,其宽度通常为5至300 mm,长度为1至300米,在加工过程中砂带连续进给,磨损区域被卷取或剪掉,也可以循环更换。由于刀具厚度几乎保持不变,因此在这种情况下不需要补偿行程。

(图35: 气动方式驱动的抛光附件)
抛光附件的控制系统
根据产生振荡运动的驱动系统,需要配置一个简单的气动或电气控制系统。气动和电气控制系统通常安装在抛光附件上,通过现场的电源供应或压缩空气系统提供动力。液压方式启动的抛光附件,如弧形和线性振荡装置,通常仅用于超精研磨加工,因为控制系统和能源供应更为复杂。
抛光附件的安装
超精研磨附件主要用于现有车床、磨床或铣床。取决于附件的重量和尺寸,附件由工具的数量和重量决定。它既可以固定在机床的刀架上(图36),也可以安装在机床支架上。

(图36:安装在车床内的抛光附件)
如果工件不可能或不希望放置在机床中,可以直接安装在相应的抛光附件中,例如,印刷行业的压光辊。为此,索菲纳专门为此类工件设计了适用的线性单元、支架或抛光装置(图37)。

(图37:压光辊的抛光附件)
咨询电话:135 2207 9385
工件的夹持方式
无论是在机床还是在抛光附件上进行超精研磨,工件在任何情况下都处于旋转运动状态。只有在特殊情况下,如维修船用柴油发动机的大型曲轴时,工件才固定在曲轴箱中,抛光附件绕工件旋转抛光。工件必须处于相对于抛光附件的特定位置,并在加工过程中保持在该位置。根据工件的几何形状,机床中会使用各种夹持方式。
当没有中心孔的工件夹紧在卡盘或卡座中时,最常用的方法是在顶尖之间夹紧(图38),非常简单和快速。平面工件则固定在机床工作台上或机床夹具中。

(图38:采用两个顶尖夹持工件)


