

热锻成形机是将材料加热到1,000~1,250℃后对其成形加工的机器。由于是将材料加热到再结晶温度以上的温度范围内进行锻造加工,变形阻力变得小了,而变形能变得大了。为此,大型的产品可以加工,大的变形可以进行的另一方面,与冷锻相比尺寸精度以及表面状态变差。
在轴承套圈以及冷锻成形机不能成形的大型齿轮毛坯的锻造等方面得到应用。
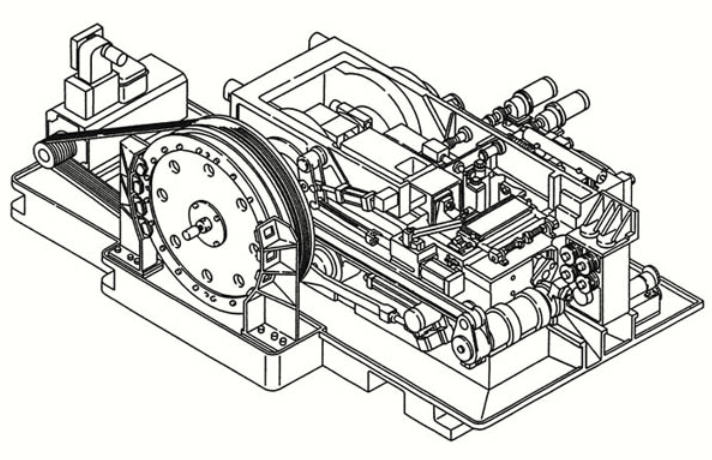
一、螺母热锻机HNP系列
3工位 | 锻造力最大 | 切断直径最大 | 产品直径最大 | 产品高度最大 |

配备了切断工位以及,3工位的锻造工位(#1:开放镦粗 #2:成形 #3:开孔)的成形机。
#1工位是独立的双滑块方式,切断后,通过上顶推杆搬送到#2工位镦粗。
简易形状的六角螺母,轴承的套圈,法兰螺母,四角螺母,锁紧螺母,垫圈等,能够广泛应用于单一产品的生产。
型号 | 工位数 | 切断直径×长度 | KO量 | 锻造力 | 生产速度 |
HNP-60SS | 3 | 25×30 | 35 | 700 | 200 |
HNP-80SS | 3 | 35×40 | 45 | 1,600 | 180 |
HNP-100SS | 3 | 40×55 | 50 | 2,300 | 150 |
HNP-120SS | 3 | 45×60 | 50 | 3,500 | 140 |
HNP-140SS | 3 | 46×55 | 45 | 4,800 | 130 |
二、轴承热锻机HBP系列
4工位 | 锻造力最大 | 切断直径最大 | 产品直径最大 | 产品高度最大 |

配备了切断工位以及,4工位的锻造工位(#1:开放镦粗 #2:成形(预备成形) #3:内外套圈分离(成形) #4:开孔)的成形机。
作为能够分离滚珠轴承的内外套圈的成形机而开发的HBP系列,在#3,#4工位配备了PKO机构,以及在#4工位配备了DTR机构。
型号 | 工位数 | 切断直径×长度 | KO量 | 锻造力 | 生产速度 |
HBP-80SS | 4 | 34×40 | 35 | 2,000 | 160 |
HBP-100SS | 4 | 45×55 | 40 | 3,300 | 150 |
HBP-120SS | 4 | 45×65 | 50 | 3,800 | 130 |
HBP-160SS | 4 | 60×110 | 80 | 8,000 | 100 |
三、零件热锻机HPF系列
4工位
锻造力最大8,000kN
切断直径最大ɸ60mm
产品直径最大ɸ105mm
产品高度最大70mm

配备了切断工位以及,4工位的锻造工位(#1:开放镦粗 #2:成形(预备成形) #3:内外套圈分离(成形) #4:开孔)的成形机。
HPF系列,使用简易的卸料板将轴承的内外圈分离。
以及,加入了预备成形,被应用于更复杂形状的汽车零件生产。
型号 | 工位数 | 切断直径×长度 | KO量 | 锻造力 | 生产速度 |
HPF-80 | 4 | 34×60 | 50 | 2,000 | 170 |
HPF-100 | 4 | 40×70 | 60 | 3,500 | 140 |
HPF-120 | 4 | 45×70 | 65 | 3,800 | 120 |
HPF-160 | 4 | 60×110 | 80 | 8,000 | 100 |
咨询电话:135 2207 9385
四、热成形机HF系列
3~4工位 | 锻造力最大 | 切断直径最大 | 产品直径最大 | 产品高度最大 |

采用了单一滑块,#1工位不再是开放镦粗,而是模腔内成形的成形机。
有3工位和4工位的规格,轴承当然可以制作,还由于能够对应汽车用的轮毂毛坯以及薄型零件的需求,更高精度的成形也能实现的系列。
型号 | 工位数 | 切断直径×长度 | KO量 | 锻造力 | 生产速度 |
HF-250-3 | 3 | 34×50 | 35 | 2,500 | 160 |
HF-500-3 | 3 | 50×70 | 60 | 5,000 | 120 |
HF-800-4 | 4 | 60×110 | 80 | 8,000 | 100 |
HF-1000E | 4 | 60×110 | 80 | 10,000 | 90 |
HF-1800E | 4 | 85×175 | 180 | 18,000 | 70 |
HF-2100E | 4 | 85×175 | 180 | 21,000 | 70 |


