
一站式解决方案:摆线齿轮生产系统
这套用于生产摆线齿轮的“全程无忧系统”由Höfler VIPER 500圆柱齿轮磨齿机和Klingelnberg(克林贝格)P 40或P 65精密测量中心组合构成。Klingelnberg(克林贝格)摆线齿轮柔性生产系统适用于单件和大批量生产,有助于优化加工方案。
就几何形状而言,摆线具有诸多优势。其中,它很显著的一个特点是具有很高的刚性和工作载荷极限。这就是它被频繁地应用于机器人(例如:机械臂活节接头)领域的原因。即使机器人处于载重状态下,摆线齿轮的高刚性特性也可以确保高精准的定位。
高精度要求……
为了确保运转性能,摆线齿轮需要有很高的精度,这是摆线齿轮需要克服的一个重要挑战。精度要求体现在齿面、齿顶高齿面和齿根过渡齿面的精度上。展成工件之间的准确定位非常重要。这将对齿轮箱箱体和二级工件(例如:孔)几何形状有进一步要求。这些工件需要有较高的制造精度,它们相对于齿轮的定位通常只有很窄的公差。
……给生产带来的特殊挑战
高精度要求给生产带来了一系列的特殊挑战。加工设备不仅要有高精度的几何精度,而且加工后的齿轮也要与凸轮孔保持极为精准的相对位置。为了应对这个挑战,Klingelnberg(克林贝格)采用了一种双管齐下的办法:优化HÖFLER VIPER 500圆柱齿轮磨齿机在线测量系统;开发能适应摆线齿轮要求的检测方案。
VIPER 500—摆线齿轮磨削多面手
除了高精度要求外,加工摆线齿轮还需要有很好的柔性。无论是小批量生产,还是大批量生产,这种要求将会带来很大的成本压力。
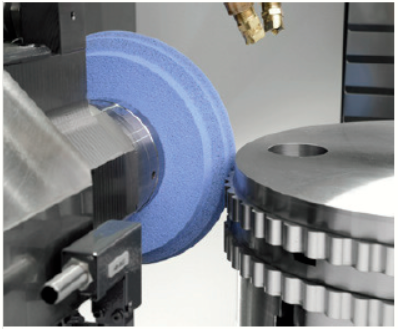
VIPER 500磨齿机专为满足以上要求而设计。带成形修整滚轮的成形法磨削可以进行柔性修整。同时,生产工艺无需很长的设置时间,只需使用通用刀具即可。在开始加工时,砂轮根据摆线齿轮的几何形状进行相应的修整。这意味着:在极端案例中,砂轮可加工各种形状的齿轮,无需更换砂轮。为了提高生产效率和充分利用成形磨的柔性特点,我们需要使用成形法修整滚轮,使砂轮在单次修整中获得整体齿形。这将显著缩短修整时间,但修整滚轮需要符合工件的规格要求。对于产品的大批量生产,磨齿机可以切换至蜗杆砂轮展成法磨削方式。尤其是对于中小模数和多齿数的工件来说,这种加工工艺具有更高的生产效率,但是修整时间和刀具成本也随之增加。即便是中等规模的批量生产,这也是常见的经济的方案。
这样一来,VIPER 500为每种应用提供了优化的加工工艺。例如,甚至从成形法磨削切换至展成法磨削都可以快速完成,设置时间很短。可实现的直径范围从几毫米到500毫米,突显了该机床的柔性。
产品概述
优化的协调系统
Klingelnberg(克林贝格)摆线齿轮生产系统可以满足各种生产方案。这可以从以下两个方面使之成为可能:通过闭环系统将机床加工和产品检测进行联网;将在线检测和Klingelnberg(克林贝格)自适应磨削相结合。

图1:霍夫勒HÖFLER VIPER 500磨齿机摆线齿轮磨削
Klingelnberg(克林贝格)采用了一种双管齐下的办法:优化霍夫勒HÖFLER VIPER 500圆柱齿轮磨齿机在线测量系统;开发能适应摆线齿轮要求的检测方案。

图2:VIPER 500磨齿机上采用成形法磨削加工摆线齿轮

图3:使用蜗杆砂轮展成法磨削加工小模数摆线齿轮

图4:Klingelnberg(克林贝格)精密测量中心检测摆线齿轮
更多柔性工艺
摆线的一个关键方面是要确定摆线齿与孔的相对位置,这个位置具有非常严格的公差要求。为了获得一个更优结果,VIPER 500磨齿机在线测量系统除了水平方向安装测针外,还可以配置一个垂向测针。
体现VIPER 500柔性的另一个关键方面是其可加工摆线齿轮的范围。VIPER 500不仅覆盖了广泛的直径范围,还包括了从大到小的各种齿厚。它被应用于各个加工工艺中。许多摆线齿轮箱运行均采用偏心原理。换言之,它会用到内齿摆线。为此,VIPER 500磨齿机配备了内磨臂。由于几何和动力条件的限制,目前只能采用成形法磨削。
简言之,VIPER 500磨齿机可以为各种摆线齿轮提供一个加工平台,是一种高性价比的加工方式。
P 40或P 65—摆线测量技术
测量摆线同样也面临着挑战。为了确保运转特性,如何确保摆线齿“从齿顶到齿根”的几何精度是非常关键的。这要求测量全部轮廓线。为了缩短检测时间,Klingelnberg(克林贝格)已经在新的摆线齿轮测量软件中引入了时间优化测量工艺,其中包括根据名义数据连续扫描。工件在旋转工作台上连续分度,测针跟随几何形状进行检测。工件转动一周,即可得到一个截面上高精度的几何形状检测报告。基于此,我们可以获得所需特征数据,包括齿距测量。我们还可选择进行快速齿向检测,这通常在4或6个齿面上进行检测。
针对摆线测量,Klingelnberg(克林贝格)对结果分析进行了优化,保留了质量评估标准,提供生产专家服务,以便在出现几何偏差时可以快速排除故障。例如,提供沿周长的偏差分布或最佳和最差轮齿位置。这些评估工作非常重要,因为并非所有偏差都可以通过简单的工艺干预来纠正。再如,磨损或脏污的夹具在装夹时导致工件之间出现较大偏差。所以,必须消除这种偏差。
基于统一数据库的智能过程控制
如何确保摆线齿轮的生产质量是一项极具挑战性的工作,同时也会让用户面临着各种潜在风险。如果是单件和小批量生产,第一件产品必须符合质量标准,以确保操作的经济性。相比之下,如果是批量和大规模生产,通过齿轮检测设备进行校正会更加经济划算。Klingelnberg(克林贝格)摆线齿轮生产系可以满足这两个方案及其组合要求。这些方案聚焦在两个关键点上:通过闭环系统将机床工具和检测设备联网;在线测量和Klingelnberg(克林贝格)自适应磨削相结合。
我们采用Klingelnberg(克林贝格)自适应磨削方式,在粗磨和精磨工之间添加检测循环。根据要求和工艺相关可能性对各种参数进行校正。其中,最重要的是要包括齿根直径、齿轮几何形状、齿轮和凸轮孔的相对位置以及螺旋角偏差等参数。对于测量而言,齿根直径必须要在机床坐标系中进行确定并会受到影响。例如,它可能会受到车间温度变化的影响。为了保持生产的稳定性和免受干扰,可以考虑添加自动校准循环。
最后,摆线齿轮需要在Klingelnberg(克林贝格) P系列精密测量中心中完成最终质量检测。由于磨齿机和测量设备都要连接到同一个网络,所以测量是根据与磨齿机相同的几何参数甚至完全相同的基准点进行的。检测到的实际数据可以直接输入到磨齿机中,然后用于高精度校正。

图5:检测结果节选:齿距几何偏差

图6:摆线齿轮展成磨削—在闭环系统中自动校正
咨询电话:13501282025



