
ZS10 型齿轮双面啮合测量仪(以下简称仪器)以测量轴齿轮为主,并可通过 更换工件下顶尖为工件心轴进而实现盘类齿轮的检测,采用微机数控及误差数据采 集智能处理技术,自动完成齿轮的一转径向综合偏差 Fi",一齿径向综合偏差 fi"和 径向跳动 Fr"的测量,在中心距模式下能测出影响齿轮侧隙的跨棒距(M)、公法线(W), 并能快速确定突跳点的大小及所在位置,方便进行在线检修。
1、主要技术参数
1) 工件齿轮模数---------------------------0.15~2mm
2) 工件齿轮最大外径-----------------------120 mm
3) 上下顶尖距-----------------------------10~120 mm
4) 双啮中心距-----------------------------35~100 mm
5) 指示系统最小分辨率---------------------0.0001mm
6) 上下顶尖直径---------------------------Φ12
7) 上顶尖快提行程-------------------------10mm
8) 测力可调范围---------------------------8~15N
2、主要精度指标:详见附表
仪器测量功能
1) 径向综合偏差:(Fi〞、fi〞)
2) 径向跳动:(Fr〞)
3) 跨棒距:(M)
4) 公法线长度:(W)
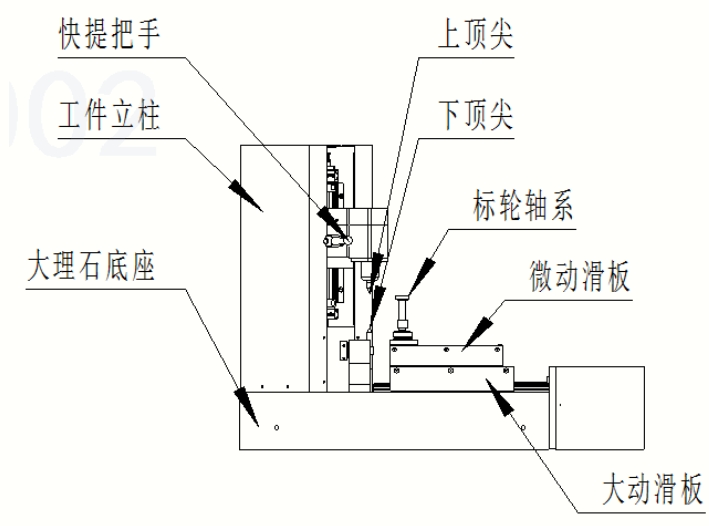
4、仪器结构
1) 天然大理石底座稳定可靠,采用智达公司独创的大动导轨与微动导轨双精 密直线滚珠导轨的机构,使双面啮合仪的抗污性得到很大提高,实现导轨 的免维护,由于直线滚珠导轨的结构特点使仪器的精度稳定性也能得到很 大的提高,避免了 V 型导轨在长期使用后过盈量发生变化,使导轨出现间 隙,造成的精度损失,从而降低了整个自动线的故障率;
2) 标准齿轮和工件齿轮布局在仪器的中轴线上,可以使仪器的稳定性长期得 到保障;
3) 工件轴齿轮安装在仪器的左侧的上下顶尖中,上顶尖为活顶尖,下顶尖为 死顶尖;
4) 工件盘齿轮安装在仪器的左侧的工件心轴(拆下下顶尖换上工件心轴)上;
5) 标准齿轮安装在仪器的右侧的标准心轴上,标轮可在标准心轴上下移动, 保证不同高度的齿轮的检测;
6) 通过电机控制上顶尖的大行程移动,以实现不同轴长齿轮的测量;
7) 把手快提上顶尖用于装卸工件;
8) 径向调整电机控制标准齿轮的自动进给和退出,自动化程度高;
9) 针对小齿轮或塑料齿轮对测力要求较高的特点,增加了测力可调可显功 能;
10) 中心距的读取通过长光栅读取,可以实现仪器在全行程内的中心距的确认;
11) 主轴电机驱动器采用日本松下(PANASONIC)全数字交流伺服单元,通 用微机配合 DMC3400 运动控制器完成测量控制,英国(RGH24)高精度光 栅用于误差检测,数据处理自动完成。
5、仪器硬件配置:详见附表
6、仪器的辅助功能:
1) 增加工业指示灯:对齿轮评定结果进行直观的显示;
2) 喷吹功能:测量过程中对齿轮进行喷吹处理,降低毛刺以及油污对测量结 果的影响;
7、软件功能
1) 全新 WINDOWS 下的测量软件,可输入工件齿轮、标准齿轮的基本参数(齿 数、模数、压力角、变位系数)及精度等级或自由公差参数进行误差评定,并且可 选择正常双啮及中心距偏差两种测量模式进行测量;
2) 软件可以调节测量速度、啮合旋转方向;
3) 可快速确认齿轮毛刺点、磕碰伤的位置,转至面向操作者进行在线检修;
4) 可激光打印机输出测量结果,可选择输出各种国际通用格式的测量报告单;
5) 可对跨棒距进行分组,直观屏幕指示灯显示;
6) 检测数据自动保存,同时保存格式实现与 Office 软件兼容;
7) 带有标轮偏心修正功能,降低标轮误差,测量更加准确。
8、仪器装箱单:详见附表
咨询电话:13522079385
9、标准齿轮与工装
1) 标准齿轮配备:甲方自行准备或向我方购买,标准齿轮内孔直径Φ12.7;
10、仪器测量节拍 测量节拍:20s。
11、仪器安装环境要求
1) 仪器安装地基要求坚固、平整。
2) 仪器使用二相交流电源 220V/50HZ(±5%),电压稳定,设备电源必须能接 地。 3) 要求周边环境无电磁干扰



