

工件最大直径: 340 mm | 13.5 in
工件最大高度: 160 mm | 6.5 in
最大模数: 4 mm | 0 in
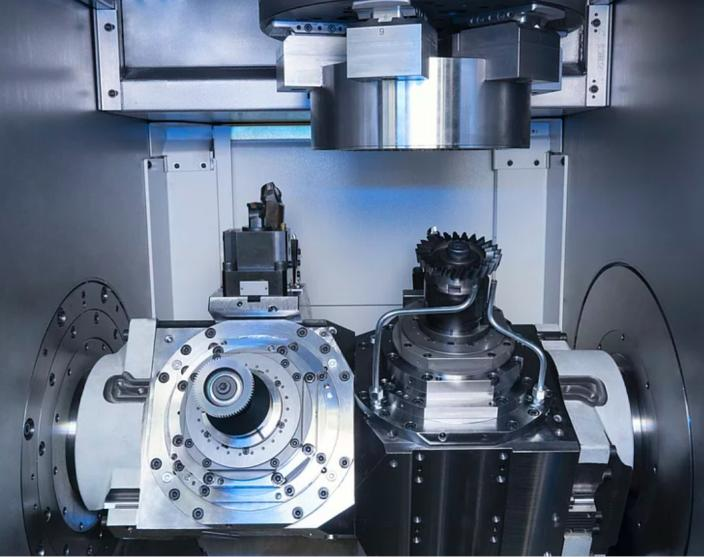
强力刮齿机 VSC 400 PS:将刮削和车削完美联合在一起
快速、精确、易于操作:通过 VSC 400 PS 机床,可以使刮削成为内齿和外齿加工的一种高效工艺。
强力刮齿机 VSC 400 PS
这可以通过一种高性能的刀具设计实现:VSC 400 PS 的两个主轴上可以容纳最多四种不同的刮削刀具。另外还有多达六个车刀。在此基础上,工件只需要一次装夹就可以实现多种组合工艺:
第 1 种方式:快速更换完成粗加工(使用可转位刀片)和精加工(使用硬金属刀具)。
第 2 种方式:使用四种刀具可以加工最多四种不同的外齿和内齿。
第 3 种方式:粗车削和刮削组合使用,可以确保较高的速度和径跳精度。

简单的操作可确保刮削时的生产率
此外,强力刮齿机直观的用户界面也非常重要,借助这个用户界面可以大大简化操作人员的工作。 他只需要输入部件所需的制齿参数值、刀具数据表中的参数值以及切削参数。其他工作全部由机床完成。机床可以自行计算刮削过程的整个加工程序。
埃马克强力刮齿机凭借超高的质量脱颖而出
另外,主轴和铣削主轴中的直接驱动能确保各轴在刮削过程中完美同步运行。B 轴的设计非常刚性,因此,刮削过程中刀具的迎角,即轴交叉角,也可以在较大的范围内变化。这里的典型值在 15 到 25 度之间,但埃马克实际上已经实现大约 45 度角的刮削过程。
优势 VSC 400 PS
1、多达四把刮削刀具和六把车刀,可实现多种多样的组合工艺
2、在一次装夹中完成多个过程,可提高部件质量(位置公差)
3、可在同一次装夹中去毛刺
4、刚性(高性能)B 轴,可实现可变的轴交叉角
5、Z 轴中的静压导轨能提供最高的减振性能
6、封闭的动力流,确保工件达到极高的精度
工艺
复杂的制造系统来自单一来源,得益于高范围的技术!
通过刮齿可高效加工盘类件和齿轮,并在加工内齿时是拉削和滚动插齿的替代方法。高性能工艺的显著特征是其高切削速度。
刮齿-高效制造齿轮
通过刮齿可高效加工盘类件和齿轮,并在加工内齿时是拉削和滚动插齿的替代方法。高性能工艺的显著特征是其高切削速度。
内齿的滚插 – 拉削和插齿的替代方法
用于制造滚齿的滚插工艺由于加工过程中的持续运行而高效,生产力由于在处理过程中连续流动,从而成为拉削和插齿的替代方法。然而,机床和刀具必须完美匹配,以确保最高的品质。埃马克将滚插作为补充工艺技术模块,提供给其数控车床使用。针对内部和外部滚齿,这意味着试生产和中型批量生产中可达到更高的生产率和质量,由此实现的机床普遍应用也更具灵活性。
通过持续轴向进给将滚齿和插齿进行接合,即与滚削类似。该工艺在理论上早已存在,但仍然是高性能工艺,因为可达到较高的切削速度并且每次可加工多个滚齿。其可通过将刀具和工件的轴倾斜布置实现。滚齿基于蜗轮传动机构,而滚插基于螺旋齿轮传动装置。 滚插适用于从 1 个工件到中型批量生产的生产规模。特别值得一提的是,滚插可用于内齿的加工,之前只能通过拉削和插齿实现。与插齿相反,通过滚插可将生产效率和使用寿命提高 2 至 3 倍。滚插的另一个优点是,一次装夹内即可完成粗加工以及精加工。通过在同一装夹内的车削加工,可避免出现换装错误并程度上消除径跳误差。
其它信息
从20世纪80年代中期,才可通过硬质合金刀具对淬火滚齿进行滚削式硬加工。通过电子传动链实现的机械制造技术的进一步发展,使得在生产传动齿轮箱转速更高的同时也可更加严格地遵守刀具和工件之间的传动比。同时,由刀具和机床制造商以及涂层、控制系统和测量中心供应商组成的“财团”也正致力于研究该领域。

咨询电话:13522079385
刮齿原理
对切削速度 Vc 的影响:
1、工件转速
2、工件直径/刀具直径比
3、轴交叉角 Σ,通常值为 15°和 25°之间
斜齿车削和齿形加工的要求
工件参数
直径 d1 [mm] 70(内)
齿数 z1 86
倾斜角度 ß [°] 20
模块 [mm] 0.8
材料 42CrMo4+QT


