电驱动技术是全球从化石燃料向可再生能源过渡战略的重要举措。到2030年,全球电动乘用车的比例预计将达到新注册乘用车的55%。尽管欧盟在2035年后将继续允许内燃机和电子燃料汽车注册,但未来大部分汽车将是纯电动汽车。这将对传动系统结构产生影响。KLINGELNBERG(克林贝格)公司提供了广泛的产品组合,以实现成功过渡。
电动汽车正在进军大众市场。轻型电动商用车总拥有成本更低,特别是在当地的配送业务中,有望取代内燃机同类产品。重型电动卡车和燃料电池卡车进入大众市场还需要一段时间。这些车辆仍然面临着某些挑战,比如电池笨重、费用昂贵、充电时间长。此外,围绕氢气罐和储存技术的问题尚未得到很好解决。
电动汽车的最高质量要求
在向电动传动系统过渡的过程中,传动系统结构也在发生变化。多齿轮传动系统正在向单速传动系统转变,电机可以覆盖更广的速度范围。锥齿轮正在被圆柱齿轮所取代,后者效率更高,E-Axle更紧凑,生产效率更高。
与此同时,对圆柱齿轮的质量要求也在不断提高。由于没有了内燃机噪声的掩盖,传动系统的齿轮噪声问题变得更加突出。因此,需要使用新一代的机械设备来制造数量更少的传动系统齿轮。为此,KLINGELNBERG(克林贝格)公司提供了先进的技术和解决方案,使客户不仅在齿轮制造和质量监控方面都能“适应未来”。

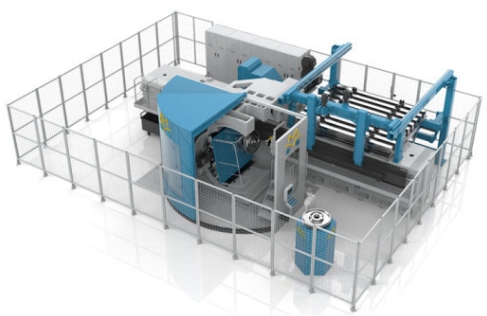
图1:由Speed Viper、CompactLoader
和R300组成的KLINGELNBERG(克林贝格)生产单元
齿轮制造:Speed Viper展成磨削
为了满足乘用车齿轮的最高质量要求,作为可实现质量和产量最佳组合的工艺,展成磨削经过了硬精加工的反复测试。

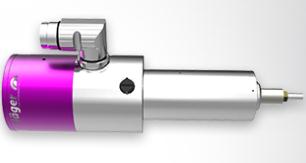
图2:配备两个磨削蜗杆的Speed Viper(抛光磨削)
KLINGELNBERG(克林贝格)公司Höfler Speed Viper系列圆柱齿轮磨齿机是这一领域的竞争者。配有集成工件交换装置的Speed Viper 300 磨齿机能够加工各种电动汽车变速箱工件,适用于广泛的工件尺寸范围。最大的部件(通常是差速器齿圈)在乘用车中的直径为220 mm左右,在轻型商用车中的直径为280 mm。
Speed Viper² 80和180针对较小工件进行了优化。与Speed Viper相比,它们配有两个工件主轴,可减少非生产时间,进一步提高了磨削时间短和更换频繁的工件的生产效率。在切削速度高达100 m/s的情况下,磨削可实现最高生产效率。Speed Viper系列都可以轻松实现自动化。例如,使用作为套件一部分的CompactLoader,可与其他自动化供应商兼容。
Speed Viper是高质量的代名词,其稳定和坚固的机床设计和减震矿物铸件床身可确保亚微米范围内的高工艺稳定性和重复性。
该软件支持常见的噪声优化生产工艺,高效齿轮拓扑磨削无扭曲齿轮。通过“安静表面平移(QSS)”工艺,可以抑制可能导致车内噪声激发的常规磨削结构。
抛光和精磨工艺可确保齿面的光滑度,从而优化传动系统的效率。Speed Viper系列通过200 mm宽的磨削蜗杆发挥其优势。即使使用分段式砂轮进行抛光磨削,Speed Viper也能在每个修整周期内磨削大量的组件。这有助于消除在生产效率和质量之间的矛盾,Speed Viper同时兼顾了生产效率和质量。
同时,抛光为汽车制造商提供了以下两个优势:首先,光滑的表面可提高齿面载荷能力,从而延长使用寿命,使传动系统结构更紧凑,功率密度更高。其次,它还能提高传动系统的效率。在电动汽车中,不仅能降低功耗,还能在保持相同续航里程的情况下减小电池尺寸。由于电池的成本较高,通过这种方式节省下来的成本远远超过额外抛光所需的费用。
监测质量…………滚动检测
电动汽车中的齿轮噪声被认为是一种干扰。由于需要确保电动传动系统应尽可能保持安静,生产和监测高质量齿轮变得越来越重要。如果在安装后发现传动系统产生噪声,这将会带来昂贵的改造费用。

图3:HOEFLER(霍夫勒)R300
圆柱齿轮滚动检测机内视图
HOEFLER(霍夫勒)R 300圆柱齿轮滚动检测机(“齿轮噪声探寻者”)开始发挥作用。R 300 在一台机床中提供了四种常用的滚动检测方法,包括经典的双齿面啮合检测方法、现代的单齿面啮合检测方法,以及结构噪声和扭矩加速检测等周期优化方法。
特别是后三种方法,可以在磨齿机的周期时间内检测出与噪声特性相关的齿轮偏差。

图4:HISPEED OPTOSCAN 光学传感器
“R300在工艺链的最初环节发现‘噪声’大的齿轮。” 滚动检测中心负责人Alexander Landvogt博士解释道。“这既降低了废品率,也减少了因传动系统最终验收测试不成功而产生的后续成本。它还可以更大限度地减少现场车辆的异常噪声。”
此外,滚动检测结果可以快速反馈磨削过程中的加工缺陷,并进行修正或操作员干预(例如:修整或闭环修正),以免生产出更多不良零件。
……齿轮测量
由于质量要求越来越严格,测量显得越来越重要。在这方面,KLINGELNBERG(克林贝格)公司通过精密测量中心(P 系列)提供支持服务。除了在测量室进行常规测量外,精密测量中心还具有隔振和温度补偿功能,可直接在车间进行测量。这有助于减少了厂内运输的需求,从而精简生产流程。此外,它还缩短了齿轮从制造到测量之间的时间,使生产机床能够快速修正。
“Done-in-One”理念……
除了齿轮测量之外,KLINGELNBERG(克林贝格)公司的“Done-in-One”理念还可以测量其他尺寸和位置公差。这大大减少了测量室内操作次数和不同测量系统。由于采用了专为电动汽车需求而开发的粗糙度测针,它可以测量和评估抛光表面质量。自动测针更换装置可以高效地完成整个测量过程,无需操作员干预。

图5:粗糙度测量 图6:GDA 分析
咨询电话:13522079385
……混合测量
为了满足日益增长的测量需求,KLINGELNBERG(克林贝格)公司研发了一项提高生产率的混合测量技术。该技术通过加入光学传感器扩展了传统的接触式测量技术。光学测量技术中心主任Markus Finkeldey总结了这项技术的优势:“光学系统是对我们精密测量中心能力的重要补充。它可以加快测量速度,在不影响质量的前提下提高产量。”
总结与齿轮偏差分析
对于噪声敏感的电动传动系统,传统的齿轮特性已无法提供有关车辆齿轮噪声特性的信息。因此,对齿轮质量的评估不应仅仅依据传统的测量报告和统计过程控制(SPC)。为了找到齿轮噪声的根本原因,需要使用齿轮偏差分析(GDA)软件来检查齿轮的结构和波形,并模拟由此产生的激励阶次。