

所有铝合金都可以挤压,但在确定特定零件是否可以成功挤压时,需要考虑一些因素。尺寸、形状、合金、公差、废品率、挤压比和榫舌比等因素。以及你应该使用正挤压还是反挤压的方式进行生产。
正挤压工艺是挤压行业中最常用的工艺。它在设计上更简单,在型材制造上更具灵活性。
反工艺(通常称为反向挤压)的好处包括减少摩擦和提高一致性。增强的一致性表现在沿挤压型材长度的尺寸和冶金结构上。反工艺用于实现更一致的可加工性,例如,通过更一致的冶金结构在棒材和棒材产品中实现。增强的尺寸公差有助于用作螺杆机坯料的杆。
正挤压
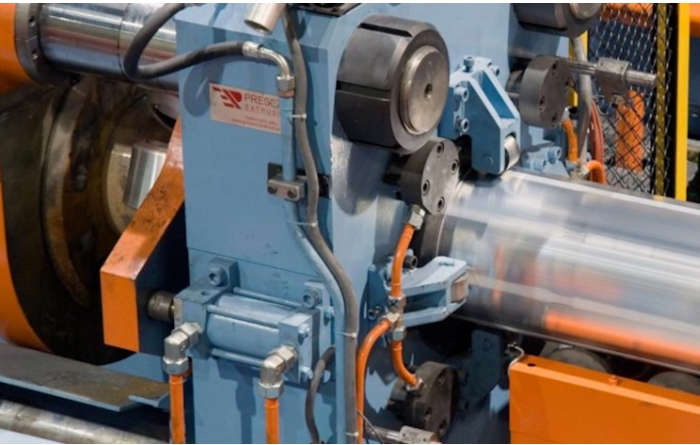
在正挤压工艺中,加热的铝坯料被缸头推过固定模具,以形成指定的形状。铝沿柱塞行进的方向流动,在坯料和容器之间产生摩擦。这增加了挤出机循环过程中的工作量,导致挤出机前后温度升高。沿挤压长度方向的工作量和温度的这种变化会导致沿挤压长度的冶金结构发生变化。温度变化和沿长度 增加的功会影响晶粒结构和微观结构,这对可加工性很重要。尺寸会受到挤压型材模具上压力的影响,在挤压循环过程中压力会减小。在挤压的前部,由于克服压力所需的额外力,间接过程中的压力最高

反挤压
在正挤压工艺中,如上所述,模具是静止的,压头对铝棒施加压力。在反挤压法中,挤压头携带模具,沿挤压的相反方向对静止的铝棒施加压力。
这个概念可以有变化,但在任何情况下,铝棒相对于容器都是静止的。因此,没有坯料到容器的摩擦影响,挤压过程中的力从挤压件的前部到后部保持相对恒定。
另一个好处是,工作量也保持相对恒定,消除了直接过程中的摩擦。

反挤压的优缺点
反挤压结果是在整个挤压长度上,工作量更加一致,温度变化更小。这提供了更一致的尺寸、晶粒结构和机械性能。反过程确实有其利弊。例如,由于没有摩擦,铝棒表面的任何东西都会影响挤压表面。这要求铝棒必须去除铸态表层,然后保持相对无污垢和油。另一个缺点是,在挤出过程中必须支撑模具,并允许挤出物穿过该支撑。因此,穿过圆直径的轮廓尺寸大大减小。
咨询电话:13522079385
减少沿挤压长度的工艺变化
研究反挤压工艺的历史悠久,它科学地提供了冶金效益和减少尺寸变化的原因。我们继续利用反挤压工艺背后的科学来生产产品,这些产品受益于挤压过程中工艺变化的减少。由于变化减少,杆和棒材等产品具有卓越的再次可加工能力。


