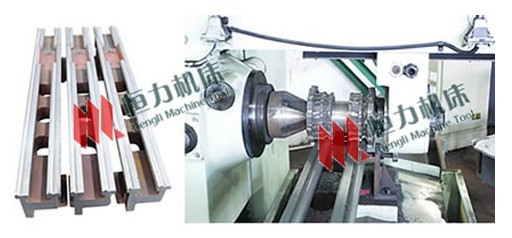
为机床生产企业设计制造业各种型号床身导轨专用铣床,传统刨床工序加工需多次换刀和装夹,平均100分钟/件,采用该机床加工,生产节拍仅18分钟/件,装夹、加工一次性完成。比传统工序生产效率提高5.6倍。有效地降低了劳动强度,提高了产量及生产效率,增强了企业竞争力。
加工内容:床身导轨各组合面一次铣削成形。
|
技术规格:
TIPE
UNIT
|
DGX
|
DGX
|
DGX
|
|
工作台面积(宽×长)
|
63
|
630
|
800
|
|
工作台最大行程
|
㎜
|
2500
|
3000
|
5500
|
|
T型槽(槽数-槽宽)
|
㎜
|
|
|
|
|
工进
|
mm/min
|
6
|
10
|
10
|
| 4400
|
5950
|
5950
|
|
主轴中心至工作台面距离
|
10
|
20
|
20
|
|
主轴支承处直径
|
|
|
|
|
主轴端部规格
|
|
50号
|
50号
|
50号
|
|
主轴滑套行程
|
㎜
|
70
|
80
|
80
|
|
主轴转速范围
|
r/min
|
4
|
6
|
6
|
|
主电机功率
|
Kw
|
15kw
|
22kw
|
22kw
|
|
mm3
|
4850
|
7800
|
12400
|
|
| |
| |
|
|