

无心磨床M10100B型机床适用于各种圆柱体零件,环形零件及长棒料(需加特殊装置,特殊订货)的无心通磨磨削,适合于大批量生产.增订切入机构(特殊订货)后可用于锥度不大于1:20的圆锥体零件和成型回转体零件的无心切入磨削,并可实现半自动切入磨削循环.
一、机床结构特点及性能
1、机床布局采用导轮架单面移动方式;
2、砂轮轴为悬伸结构,前后支承均采用多片式动压轴承;
3、导轮轴采用悬伸加辅助支承结构,所采用的轴承有两种形式(一是前后支承以及辅助支承均为滚动轴承,二是辅助支承及前支承采用内锥体式滑动轴承,后轴承采用滚动轴承)供用户选择;
4、导轮调速采用交流变频无级调速;
5、机床采用PC控制,磨削进给机构由步进电机驱动;
6、用户可选配切入机构(特殊订货)增强性能。
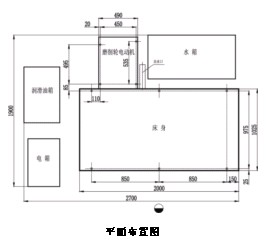
二、技术规格与参数 磨削工件直径 10~ 磨削工件最大长度 通磨(标准托架) 切入磨 砂轮规格 P500×200× 导轮规格 P350×200× 砂轮转速 1250r/min 导轮转速(无级) 10~200r/min 导轮回转角 垂直面内 -2°~ +5° 水平面内 0°~ +3° 磨削进给最小量 砂、导轮修整进给手柄每格进给量 砂轮与导轮中心连线至托架底面距离 机床总功率 22.46kW 机床外形尺寸(不含电箱、油箱和水箱) 机床净重 三、工作精度 (标准试件Φ20× 圆度: 直径一致性: 粗糙度: Ra0.32μm






