

一、 性能特点:
1、 本数控加工中心具有良好的性价比,按国家标准出厂精度压缩30%,属精密级加工中心;应用FEM完成机床最优结构设计,倒T型布局,立柱移动,刚性好;机床整体结构采用树脂砂型铸造,箱形结构,厚壁多筋,并经多道应力消除工序,使得机床具有良好的刚性;
2、 采用大扭矩交流伺服主轴电机,能进行强力切削,特别适用于高速加工场合,提高加工精度和光洁度,缩短加工时间;
3、 分度台为1°X360,鼠齿盘定位,定位精度高;X、Y、Z三轴均采用大扭矩交流伺服电机与高精度预拉伸滚珠丝杠直接传动,并利用激光干涉仪进行间隙补偿,大惯量宽调速交流伺服电机与滚珠丝杆直联,德国R+W无间隙联轴器,保证无隙传动,实现18m/min快移速度,适宜于工件高精度强力切削;
4、 大功率、大流量、高扬程冷却泵,对加工工件提供良好的冷却;
5、 操作面板按人机工程学科学布局,符合安全规范,旋转设计,易于操作;保证了整体机床的高可靠性;便携式手持摇控单元盒,极大地方便了对刀、试切;
6、 采用高性能、高可靠性的32位高速微处理器的FANUC系统,智慧型警示显示,自诊断等功能方便使用、维护;RS-232-C串行通讯接口及PCMCIA存储卡接口的标准配置,配合DNC方式的标准配置,方便了大容量的程序的快速高效传输和在线加工;多段预读控制尤其适合于高速大容量程序的模具加工和教学演示;
7、 本数控加工中心关键零件和出厂精度均由双频激光干涉仪严格检测,对其进行全面检验,确保机床几何精度和工作精度。
二、主要技术指标:
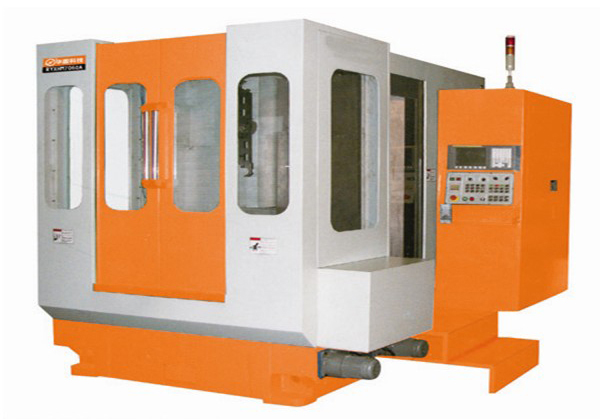
1. RYXHM 7060A 卧式加工中心技術參數
A. 行程 (TRAVEL)
1. x軸 (x-axis) 700mm
2. y軸 (y-axis) 600mm
3. z軸 (z-axis) 600mm
4. 主軸鼻端至工作臺距離 (Spindle nose to table) 150~750mm
5. 主軸中心至立柱面距離 (Spindle center to column) 100~700mm
B. 工作臺 (TABLE)
1. 工作臺面積 (Table size) 500*500mm
2. 工作臺最大負荷 (Max. loading capacity) 500kg
3. T型槽數尺寸(寬*數目*節距)(Size of T-slot) 18 * 5 * 100mm
C. 主軸 (SPINDLE) ——臺灣罗翌
1. 主軸轉速 (Spindle speed) 0~8000rpm
2. 主軸錐度 (Spindle taper) BT40
D. 硬軌 (SLIDE WAY)
1. X、Y、軸 (X-axis slide way) 粘贴Turcite-B耐磨片并刮研
2. Z轴 粘贴Turcite-B耐磨片并刮研
E. 軸 (AXES) ——臺灣銀泰PMI
1. 滾珠螺桿精度 (Ball screw accuracy) C3級-Ø40㎜ / P10㎜
F. 控制系統 (CONTROL SYSTEM)
1. 數控系統(可选配)(CNC Control) FANUC 0i -MD
2. 主軸馬達 (Spindle Motors) 9/11 KW
3. X / Y / Z馬達 (X / Y / Z axis motor) 12Nm / 30Nm / 22Nm
G. 進給速率 (FEED RATE)
1. x、y快速進給速率 (x y axis rapid feed rate) 15m/min
2. z快速進給速率 (z axis rapid feed rate ) 15m/min
3. 切削進給率 (Cutting feed rate) 6m/min
H. 自動換刀系統 (Automatic tool changer)
1. 刀具容許數 (Tool magazine capacity) 24 / 30個刀位(圆盘式)
2. 最大刀具長度 (Max. tool length) 320 mm
3. 最大刀具直徑 (Max. tool dia.) Ø77mm
4. 最大刀具重量 (Max. tool weight) 8Kg
5. 刀具規格 (Tool specification) MAS403 / BT40
6. 換刀時間 (A.T.C. time)
刀對刀 (Tool to tool) 3Sec
I. 切削冷卻系統 (Cutting coolant system)
1. 冷卻馬達 (Coolant motor) 450W
2. 泵浦出水量 (Pump flow) 50L/min
J. 出廠精度 (ACCURACY) 全闭环
1. 重復定位精度 (Repeat positioning) ± 0.006mm
2. 定位精度 (Positioning) ± 0.012mm
3. 最小定位單位 (Least input increment) 0.001mm
K. 電力需求 (POWER REQUIRE)
1. 電源 (Power source) 3 Ø -AC 380V 50Hz
2. 電能消耗 (Power consumption) 30KW / 70A
L. 設備其他參數 (OTHERS)
1. 空壓機規格 (Pneumatic specification) 6Kgf/cm²,780L/min
2. 設備重量 (Machine weight)
① 淨重 (Net weight) 13000kg
② 毛重 (Cross weight) 13500kg
3. 機器佔地面積(長*寬*高) (Packing dimensions) 5000 mm *2400 mm *2800mm
2. 机床主要结构
1) 机床的主要组成部分
本机床主要由前床身与后床身部分、旋转工作台部分、立柱部分、主轴部件、数控部分、润滑部分、冷却部分、防护部分、刀库部分等组成。
2) 结构布局
整机采用倒T型布局,高钢性结构。床身固定,整机布局合理,外形美观,操作方便。
前床身、后床身固定为一体,各连接处用锥销定位并采用大螺杆锁紧,形成了十分稳固的框架。
升降部件采用自动平衡,保证升降运动的平稳和可靠性。
3) 基础大件结构和特点
主要大件如前床身、后床身等均采用箱形或近似箱形结构,并布置有足够加强筋板,保证整机具有足够的强度、刚性。
采用高强度铸铁和树脂砂工艺铸造,具有完善的时效工艺以消除残余应力,保证整机具有足够的稳定性。
4) 主传动和主轴
主传动采用交流主轴电机驱动,伺服控制,通过同步齿型带与主轴联动;恒功率范围宽,机械特性好。
主轴采用精密主轴轴承的组合结构,支承跨距大,主轴刚性好,运转平稳,精度保持性好。主轴组件作为独立部件,装配制造工艺性好,维护方便。
5) 轨道和进给机构
X、Y向精度高,受力性能与稳定性好。导轨采用矩形导轨加贴塑耐磨措施,刚性与稳定性极好。
三向进给机构:
滚珠丝杠两端采用进口日本NSK数控机床专用丝杆传动轴承,并对滚珠丝杠进行双向预拉伸,确保丝杠的进给刚度。
丝杠安装座和轴承安装座均采用了高强度结构,确保进给系统的高刚度。
3. 润滑系统
主轴轴承采用高品质润滑脂润滑。导轨、滚珠丝杆等所有运动的零部件有完善的集中润滑系统,可实现定时、定量全自动润滑。
4. 冷却系统
配置加工冷却系统与冷却液回收装置,主轴头处配置有3个喷头,流量大,冷却充分。
5. 安全防护
X、Y向导轨采用不锈钢伸缩防护罩防护,Z向导轨也配置有防护装置,确保导轨和丝杆工作的可靠性和寿命。
三向进给机构装有机械安全防撞装置。
主电机、进给电机均设有过载、过热电气保护功能。三向进行机构设有软限位、硬限位和极限挡块控制装置,并设有机械安全防撞装置,机床工作安全可靠。
配置机床工作照明灯和工作警示灯。
所有移动管线全部采用金属或非金属链条装置做安全防护。
具有多种监控功能,如实时从MMC操作界面中就可监控各轴的电流、电压,进给速度以及软、硬限位监控的功能;系统具备机床报警及状态记录,可以方便地分析故障及监控机床的运行情况。
6. 数控部分特点:FANUC 0i-MD
1) 基本配置
8.4"TFT液晶彩显;
中文及英文显示;
配外手控盒;
PLC程序空间为64KB;
有RS232接口,可DNC传送;
机床具有三轴联动及主轴无级变速;
进给轴和主轴为AC伺服控制;
2) 主要G功能及其它
插补功能:G0、G1、G02、G03及螺旋线插补,具有加速、突变限制;
平面选择:G17、G18、G19;
刀具偏差值补偿:G40、G41、G42及刀具长度补偿;
绝对、相对编程:G90、G91;
公、英制转换:G70、G71;
工件零点设定:G54~G59,可有4~100组零点偏置;
可编程工作区限制:G25、G26;
参考点返回:G74或手动回参考点;
极坐标编程;
坐标转移及旋转功能;
比例缩放功能和镜像编程;
铣削循环;
子程序编程及调用;
高级语言编程和DIN66025编程语言;
后台编辑;
有MDI运行、自动试运行、单段、手动和点动JOG手轮操作等;
有程序及机床参数保护,8级存取保护;
有MDI及DNC输入;
主轴无级变速并自动选档,速度修调范围50~120%及进给轴速度修调范围0~120%;
精度补偿功能:螺距误差补偿、反向间隙补偿;
最大指令值:±99999.999mm,最小设定单位:0.001mm;
编辑功能:编辑、存储、拷贝、修改;
程序检测功能:机械锁定、STM锁定、试运行、单程序段;
自诊断功能:程序操作、加工、系统装置的连续故障诊断及故障报警信息显示,具有示波器功能,可监控各轴电流、功率和PLC的各种接口信号诊断;
7. 电控柜
机床控制柜配置电柜热交换器,进行控制柜内部的温度调节和空气净化,保证电气控制的稳定可靠。电气控制柜采用全封闭结构。能防尘、防油雾,有良好的密封性,柜内外空气不直接交换,散热采工业空调。
8.机床工作环境
电源:380V±10%,50Hz±2%,三相交流,用户须配备交流稳压装置。
环境温度:+5°C~40°C。建议用户配置环境温度调节装置。
相对湿度:35~90%,无凝露。
9.主要配置清单
序号 名 称 生产厂家
1 数控系统 日本FANUC
2 主轴伺服系统 日本FANUC
3 三向伺服系统 日本FANUC
4 主轴伺服电机 日本FANUC
5 三向驱动电机 日本FANUC
6 电缆 日本FANUC
7 显示器 日本FANUC
8 三向滚珠丝杆副 台湾银泰
9 主轴组件 台湾罗翌
10 主轴轴承 日本NSK
11 丝杆轴承 日本NSK
12 三轴联轴器 德国R+W无间隙联轴器
13 自动润滑泵 南京贝奇尔
14 伸缩防护罩 国内品牌
15 圆盘式刀库24把 台湾盛钰
16 主要接触器和空气开关 德国SIEMENS
17 其它电气元件 国内名牌厂家
10.随机附件、工具
1 手持式电子手轮:1个 10 一字形螺钉旋具(150 GB1432):1件
2 工作状态指示灯:1个 11 十字形螺钉旋具(150 GB1433):1件
3 工作台照明灯:1个 12 内六角板手(4,5,6,8,10):各1件
4 变压器35KVA:1台 13 活动扳手:(250×30):1把
5 主轴吹气装置:1个 14 数据传输线(8米)
6 气动拉刀装置:1个 15 CF卡一张(内存1G)
7 油壶:1个 16
8 调整垫铁:8件 17
9 切削冷却装置:1套 18
11.随机文件
序号 名 称 数量 备 注
1 使用说明书 2份 机械电气各1份
2 出厂合格证 1份
3 装箱单 1份
4 电气原理图 1份
5 系统操作说明书、系统维修说明书 各1份
6 编程手册、系统参数说明书、系统出厂参数表 各1份
7 刀库说明书 1份
12.安装调试与培训
1) 安装调试:设备到买方后,由卖方派服务人员负责安装调试,买方积极配合。
2) 培训方式:由卖方负责对买方编程、操作人员和维修技术人员进行包括机床操作、编程、故障排除及保养等方面的现场授课及培训,具体双方商定。
13. 机床验收
1) 验收程序:
预验收:买方可去生产厂现场验收。
设备在买方现场安装、调试后,进行终验收。终验收合格后双方签字生效,进入质保期。
14. 售后服务
a) 质保期:自最终验收合格之日起,提供整机1年保修期。在质保期内正常操作情况下,卖方负责对设备免费维修、免费更换损坏零部件。
b) 质保期内出现故障时,乙方在收到甲方的保修电话或传真后1小时内做出解决问题的答复,2小时内通过电话/传真不能排除故障时,立即派人赶往现场服务。
c) 保修期过后,乙方仍提供及时、快速、优惠的服务。







