


API激光跟踪仪在工程测量领域的应用
HJT工程测量有限公司使用API激光跟踪仪帮助其完成高难度测量任务
HJT工程测量有限公司是一家声誉卓著的工程测量服务供应商。在公司成立10周年庆典之际,我们首先来回顾一下该公司发展的成功历程。HJT公司由Helbig、Jansen和Trunk三位工程师在Emsland创建。创建之初,公司业务专注于为磁悬浮工程提供几何技术和测量技术服务。如今,公司已发展成为一家拥有20多名员工、为各行各业提供多样化测量服务的企业,核心业务已远远超出传统的测量服务范围。HJT凭借自主开发的功能强大的专有技术,已成为常规的三维测量技术领域领先者,工程师可借助标准化和扩展型的设备及应用软件完成所有测量任务。联系:186-0138-1355.
有效应对困难测量任务
在测量几何形状复杂的工件时,HJT公司的技术专家会凭借专业技术对测量目标进行精确的分类处理。通常情况下,专家们也会借助HJT公司自主研发的多功能专业软件。这些软件可有效处理标准解决方案无法解决的各种特殊问题或用传统方法要花费很长时间的计算问题。激光跟踪仪是一种移动式单位测量系统,也是目前唯一的便携式测量系统,能满足所有现象应用要求,不仅可在现场和生产过程中实现高精度测量,还能测量任意尺寸的部件。HJT特殊解决方案的应用还涉及到风力发电设备领域,不仅能满足风力发电设备对几何测量精度的超高要求,还可测量该领域中尺寸不断加大的部件(受设备功率增大的影响)。
实现大尺寸工件的更高精度测量
HJT公司拥有全系列的测量系统产品,其中以四种近距离精度达2-3/100mm的全新激光跟踪仪最为显眼。全新激光跟踪仪可与CAD专业分析软件配套使用,采用紧凑型设计且易于携带,现已成为广受欢迎的移动式测量设备并作为轻便的手提行李伴随着测量人员完成一次又一次测量任务。API新型的激光跟踪仪只有不到9公斤重,不仅便于运输,而且仅需三脚架支撑就可使用。在许多对测量技术要求严苛的情况下,激光跟踪仪测量系统已逐步取代了传统的笨重的全套设备。此外,该设备还易于操作,只需要两名技术人员即可完成测量任务。鉴于此,许多企业,尤其是转子叶片生产、风力发电机组的建造和隧道建设等领域,已开始将注意力投身传统的工业测量技术之外,聚集于三维测量技术企业(如HJT公司)的专有测量技术。
转子叶片生产
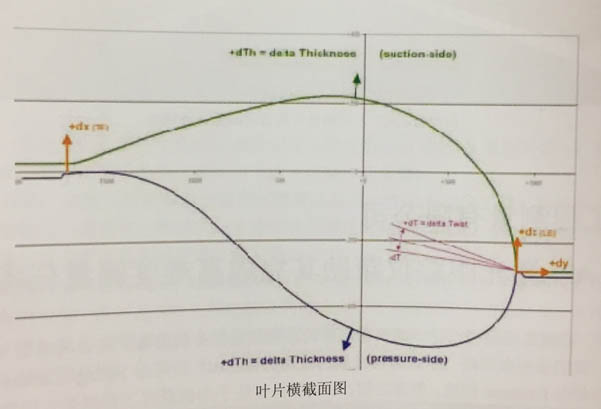
风力发电设备的转子叶片生产过程中的测量任务是复杂几何形状工件测量的一个典型案例。如今,转子叶片的长度可超过80米(最新记录为丹麦SSP公司生产的转子叶片,长达83.5米,HJT公司也参与了该生产过程的测量任务),HJT公司承担了该生产过程中的测量任务,深感面临前所未有的挑战。
使用激光跟踪仪进行测量时,操作方式如下:先测量、记录部件的原始模型数据并与理论数据作比较;然后在后续的生产步骤中监控模具制造;最后通过测量来检测所生产的转子叶片是否合格。

借助HJT公司的专业软件,技术人员可对几何测量值进行进一步计算并将其与CAD模型作比较。HJT公司已经成功完成了众多项目,凭借严谨精细的专业能力在行业内树立了良好的声誉。通过客户的口口相传,目前已有诸多客户前来咨询并给出委托服务的订单。HJT公司深知严谨精细的专业能力是公司测量服务在复杂的转子叶片加工领域取得成功的关键,因此从未放松对自身业务的严格要求。
表现非凡:应用于风力发电机组塔的建造
同样,风力发电机组塔基的建造也是对测量技术的考验。由于机组塔筒越建越高(轮毂高度如今已达到150米),塔基的尺寸也不断扩大。在机组塔的建造过程中,为实现塔内部支撑力的完美平衡,内置部件的位置必须精确毫米。塔本身要进行高精度测量,塔的下半部分为混凝土环形结构,上半部分为钢材环形结构。此外,为确保塔体安全地逐层建造,所有构件接触面的铣削精度必须达到十分之一毫米。在构建的生产过程中,也使用了HJT公司的专用软件,以监控铣削过程。HJT公司特别研发的测量系统还用于检测铣削设备和混凝土环形结构。
隧道建设
“从垂直到水平,再深入地下”,这句话说的是机械化的隧道建设。在隧道建设领域,丘宾筒的测量是测量系统的另一应用领域,也是HJT公司的技术专家获得良好声誉的又一个例证。在这一应用中,首先要精确测量几何形状非常复杂的钢制模板,测量公差仅为十分之一毫米。丘宾筒在模板内浇注成型,每4-10个丘宾筒构成一个完整的环形结构。生产好的丘筒首先要经过100%的初始检查,然后再进行抽样检查。检查人员通过测量确定产品尺寸和规定尺寸之间偏差,并将该偏差和规定偏差值相比较,以实现对生产过程的严格控制,确定模板是否在使用一段时间后损坏。

在该应用中,技术人员使用了API公司的激光跟踪仪。该激光跟踪仪在同类产品中拥有最紧凑的结构,可在模板内部使用。借助于该激光跟踪仪以及在总部专门研发的软件的支持,HJT公司圆满的完成了丘宾筒的测量任务。正因为此,HJT公司的测量服务在全球范围内的隧道建设项目中记得了国际声誉,获得了众多客户的信任。此外,HJT公司还能根据客户的特殊需求为客户量身定做各种解决方案,确保客户能高效、成功地实施项目。

典型服务项目:工程测量
除了上述应用,HJT公司的主打业务之一依然是传统的工程测量服务。从大型地下工程的数据采集到船坞车间的建造,直至发电厂的建造(如气体储存站),HJT公司的工程测量服务几乎遍及所有领域。
为满足不同服务应用的要求,HJT公司为技术团队配备了几乎全套的三维测量设备,而其中使用频率最高的,便是API公司的激光跟踪仪,由于体积小巧、集成度高,该设备非常便于携带,外出执行测量任务可有效应对机械和设备制造领域中对几何测量技术要求特别严苛的任务,能满足客户的最高应用要求。
HJT-当地人气极高的企业
HJT公司是一家人气极高的企业,生产基地位于德国北莱茵-威斯特法伦州和下萨克森州。该公司之所以极具人气,原因之一便是公司经常会有频繁多样的差旅活动。公司的工程师公演会去全球各地出差(如印度、中国、非常或巴西),然后为公司带来一个个令人兴奋的、具有示范意义的项目。公司文化崇尚的是“灵活、敬业和创新”,为全世界的客户提供优质的服务。
公司拥有良好的发展前景。由于设备部件不仅结构越来越复杂,尺寸也越来越大,这对加工质量提出了更高的要求。鉴于此,未来市场上对于三维测量服务的需求将日益扩大。伴随着需求的增加,人们对于三维测量的要求也日益提高,尤其是高精度的要求。对于这一现象,HJT公司业务负责人之一Gerd Jansen(另一位Andreas Trunk)作出了如下诠释:“过去精度要求为厘米客户,如今全部都要确保达到毫米级的精度。”API激光跟踪仪在高精度测量大型部件方面具有充分的优势,迎合了市场的需求。
“我们有理由相信,随着科技的进一步发展,API肯定还会有新一代的基于激光跟踪仪技术的测量设备问世并成为协助HJT公司业务发展的主力。”HJT的工程师这样说到。
关于HJT公司
HJT公司由Ralf Helbig、Gerd Jansen和Andreas Trunk三名具有丰富测量经验的测量工程师共同创建。2002年,HJT公司在Surwold(Emsland)成立了公司总部并在Wesel(Niederrhein)设立了办事处。从那时起,公司在建筑、工程和工业测量技术等核心业务领域逐渐树立起一个创新的、值得依赖的测量服务供应商的形象。现在,不仅在地区范围内,在欧洲乃至全球范围内,许多知名企业都选用HJT公司的精准、守时的测量服务技术。公司最新启用的四种先进的激光跟踪仪,可实现高精度的移动式三维测量,使HJT公司能够完成 最高要求的工程项目并树立国际声誉。







