2010-01 录入机床产品,产品索引
https://www.158jixie.com
-
QC11(Y)K数控闸式剪板机B型
158机床网——性能与特点:
1、全钢焊接结构,综合处理【振动时效、热】消除内应力,有很好的刚性和稳定性;
2、采用先进的集成式液压系统,可靠性好;
3、采用三点支承滚动导轨,消除支承间隙,提高剪切质量;
4、机动后档聊,手动微调,数字显示;刀片间隙由手动轮调整,迅速、准确、方便;
5、矩形刀片,四个刃口均可使用,使用寿命长;剪切角可调,减少板料扭曲变形;
6、上刀架采用内倾结构,便于落料,并能提高工作的精度;
7、有分段剪切的功能;
8、具有灯光对线功能;
9、前托料装置【可另选择配置】
-
QC12K数控剪板机
158机床网——产品简介:
1、采用钢板整体焊接结构的机架,刚性好。油缸回程依靠氮气回程,平稳迅速。
2、设有灯光对线装置,便于划线剪切,并能无级调节上刀架行程量;装有NC-89数码显示系统能输入预选值,后挡板到位后即自动停止,操作方便;具有快速调节刀片间隙机构,定位可靠。
-
数控深孔钻镗床TK2120
TK2120该机床是专门加工深孔类工件的设备,配备德国西门子数控系统,紧密主轴轴承及授油器注轴承,精度高、刚性好;具有较为精确的深度显示和深度控制功能。在加工盲孔、阶梯孔等有深度要求的工件时,该性能就显得尤为突出,同时它保留了T2120产品的优点,不但可以钻孔、镗孔、还可以进行滚压加工。工件的顶紧和授油器的加紧均采用液压控制,安全可靠、操作方便。适用于各种液压油缸、主轴孔、汽缸孔、冷却孔的加工。
-
深孔钻镗床T2150 T2250
T2150 T2250深孔钻镗床,根据工件的长短,该产品选用两种加工工件艺:短工件采用授油器授油并液压顶紧;长工件采用由镗杆尾部授油,四爪卡盘夹紧。授油器采用创新的主轴式结构形式,承重性能有很大提高,旋转精度更高。床身导轨采用适宜深孔加工机床的双矩形导轨,承载能力大,导向精度好;导轨经过了淬火处理,耐磨性较高。适用于机床制造、机车、船舶、煤机、液压、动力机械、风动机械等行业的镗削、滚压加工,使工件粗糙度达0.4-0.8μm。本系列深孔镗床根据工件情况,可选择下列几种工作形式:1、工件旋转、刀具旋转和往复进给运动;2、工件旋转、刀具不旋转只作往复进给运动;3、工件不旋转、刀具旋转和往复进给运动。
-
深孔钻镗床T2180
T2180深孔钻镗床主要用于大直径重型深孔零件的钻、镗削加工,机床配备钻镗杆箱,工件、刀具均可旋转,以适应不同加工工艺的要求,钻孔时采用BTA方式、镗削方式为推镗,机床可以实现授油器及镗杆尾端授油。可根据具体需要灵活地选择加工方式,机床应用范围广泛。
该机床为系列产品,还可按用户需要提供各种变形产品。
-
深孔钻镗床T2280
T2280 深孔钻镗床主要用于大直径重型深孔工件的镗削加工,镗削方式为推镗,向前排屑,由镗杆尾端授油,机床床身采用矩形宽床身结构,主电机采用直流电机、三档无级调速。机床不但可以承担钻削、镗削,而且还可以进行滚压加工,钻削时采用内排屑法。机床床身刚性强,精度保持性好。主轴转速范围广,进给系统由日本安川交流伺服电机驱动,能适应各种深孔加工工艺的需要。
该机床为系列产品,还可按用户需要提供各种变形产品。
-
深孔钻镗床T2235 T2225
T2225 T2235专门加工圆柱形深孔工件的设备,如加工机床的主轴孔,各种机械液压油缸、汽缸圆柱形通孔、盲孔及阶梯孔等。机床主要用于镗削,而且还可进行滚压加工,镗削时采用前排屑。机床床身刚性强,精度保持性好,主轴转速范围广,进给系统由日本交流伺服电机驱动,能适应各种深孔加工工艺的需要。授油器紧固和工件顶紧采用液压装置,仪表显示,安全可靠。T2225 T2235型深孔镗床是加工圆柱形零件的专用机床,它可以镗削通孔阶梯孔,在镗削方式上为推镗,在排屑方式上采用向前排屑,在生产中适于大批生产,也适于单件小批生产。
该机床为系列产品,还可按用户需要提供各种变形产品。
-
-
MOTORUM-2044EZ数控多工位冲床
158机床网--Ecology 环保型
●纯电子方式的伺服电机驱动,全新环保概念!
●精确的冲压行程设计,节省电力能源!
Economy 节能型
●经济性∶低电力消耗成本运行!
●不使用动力油,可大幅消减保养费!
Easy to operate 操作简单
●人机对话式编程
●最合理冲程的预先设入
●加工工件重量的自动计算,加工速度自动设定
-
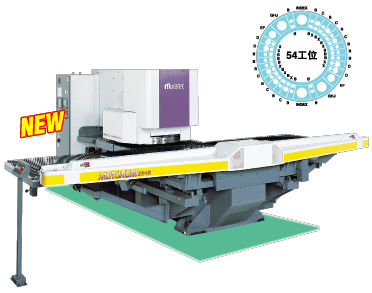
MOTORUM-2048LT数控多工位冲床
158机床网--特点
多工位模具库
大口径加工工位<最大120φ×2个>
大口径自动分度工位<最大76φ×2个>
1250×2500mm材料的一次装钳加工
废料真空吸收装置
毛刷工作台
工作卡钳标准配置为3个
-
MVCC1060加工中心
MVCC1060立式加工中心采用SIEMENS数控系统,具有加工适用范围广,具有高刚性、高精度、高速度、高效率、高可靠性、大扭矩等特点。该机床适用于汽车、摩托车、机械制造、缝纫机、电机、仪器仪表等行业的阀类、凸轮、模具、板盘类和箱体类零件的铣、钻、扩、镗、攻、锪等加工工序,特别适用加工各种形状复杂的二、三维凹凸模型及复杂的型腔和表面,既可用于中小批量多品种加工生产,也可以进入自动线进行批量生产。使用该系列机床可以节省工艺装备,缩短生产准备周期,保证零件加工质量,提高生产效率。
-
MVCC950加工中心
MVCC950立式加工中心采用SIEMENS数控系统,该机床适用于汽车、摩托车、机械制造、缝纫机、电机、仪器仪表等行业的阀类、凸轮、模具、板盘类和箱体类零件的铣、钻、扩、镗、攻、锪等加工工序,也可用于铣平面、方槽、斜槽、进行钻孔、镗孔等,主要适用于加工零件形状复杂而又经常变换品种的模具行业,加工适用范围广,具有高刚性、高精度、高速度、高效率、高可靠性、大扭矩等特点
-
MVCC850加工中心
MVCC850立式加工中心采用SIEMENS数控系统,具有加工适用范围广,具有高刚性、高精度、高速度、高效率、高可靠性、大扭矩等特点。该机床适用于汽车、摩托车、机械制造、缝纫机、电机、仪器仪表等行业的阀类、凸轮、模具、板盘类和箱体类零件的铣、钻、扩、镗、攻、锪等加工工序,特别适用加工各种形状复杂的二、三维凹凸模型及复杂的型腔和表面,既可用于中小批量多品种加工生产,也可以进入自动线进行批量生产。使用该系列机床可以节省工艺装备,缩短生产准备周期,保证零件加工质量,提高生产效率。
-
TruPunch 2020
158机床网--TruPunch 2020紧凑型冲床的主要优势就是经济地进行批量生产,小批量的生产同样也可以通过最少的成本实现。 以最新引人的成本效益利率,提供创新的冲裁技术。
此款型号的四个主要特性是:
速度
精确度
紧凑型设计
智能控制技术
-
TruPunch 5000
158机床网--加速度使得TruPunch 5000冲床如此高效。采用轻质机床部件和刀架使这一切成为可能。X轴加速度超过2g,最大速度高达每分钟100米。
另一大特色是Y轴上的龙门式驱动:两部高速电机同步控制,没有机械连接,从而实现高速驱动。
C轴以每分钟330转的速度在任意角度上对刀具进行加速和旋转。TruPunch 5000冲床只需2.8秒就能更换模具。使用多子模的情况下,换模时间只需0.3秒。
-
VR系列-剪扳机
158机床网——性能特点:
◆荷兰Delem 公司的DAC360控制系统,精确控制后挡料、剪切行程、剪切角度、上下刀刃间隙及加工件数量。
◆通过自动编程可轻易地调整剪切角度,减小因剪切产生的工件扭曲变形。
◆刀架行程自动调整,实现对短小工件的快速精确剪切,提高生产效率。
◆四面刃口的剪切刀片,提高刀具的使用寿命。
◆直线导轨、滚珠丝杠传动的高速、大行程后挡料,速度可达200mm/s, 最大后挡料行程可达1000mm。
◆根据板厚、材质的不同,系统自动调整上下刀口间隙,提高剪切质量。
◆德国BOSCH或HOERBIGER公司的集成式液压系统,减少管路安装,克服漏油,提高工作稳定性,外形美观简洁。
-
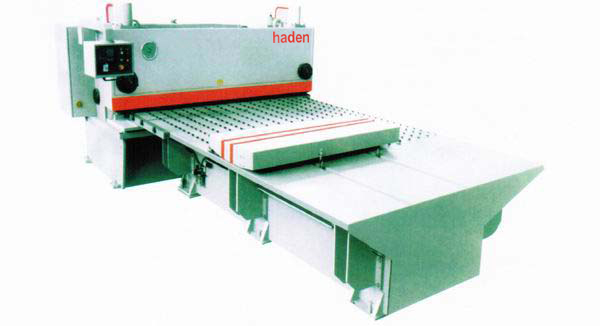
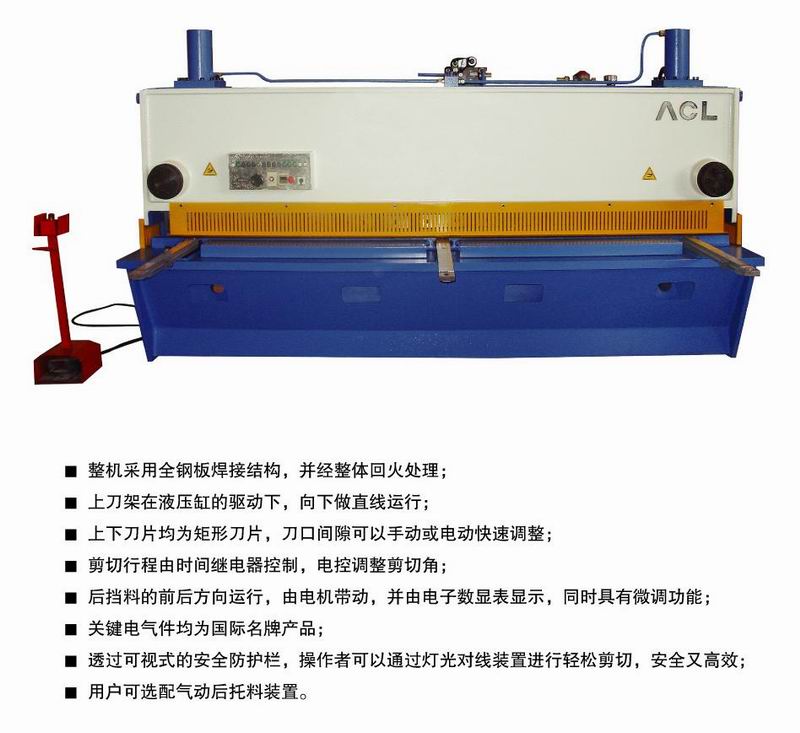
Q11Y液压闸式数显剪板机
158机床网——整机采用全钢板焊接结构,并经整体回火处理,上刀架在液压缸的驱动下,向下做直线运行,上下刀片均为矩形刀片,刀口间隙可以手动或电动快速调整,剪切行程由时间继电器控制,电控调整剪切角,后挡料的前后方向运行,由电机带动,并由电子数显表显示,同时具有微调功能,关键电气均为国际名牌产品,透过可视式的安全防护栏,操作者可以通过灯光对线装置进行轻松剪切,安全又高效,用户可选配气动后托料装置。
-
QC12K液压摆式数控剪板机
158机床网——整机采用全钢板焊接结构,并经整体回火处理。在液压摆式结构形式上,后挡料配有国际名牌的高性能直线导轨、滚珠丝杆和伺服电机,通过瑞士CYBELEC 61G剪板机专用数控系统控制后挡料的前后进行,与此同时,也实现了剪切和剪切行程的自动控制。
-
-
数控剪板机
158机床网——爱克剪板机调刀机构、刀架传动机构、刃口间隙调整机构、上下刀安装机构、剪板机整体设计获中华人民共和国国家知识产权局专利证书。为客户提供从剪切 0.4 mm 至 25.4mm 板材的全线产品。
并可提供各种附件以满足精度和生产率方面的多种要求 ,包括 : 高速剪切、气动式板料托架、前进料系统、输送带及垛料装置、吸盘自动下料装置等。
共687条记录,每页显示20条,当前第2/35页
[首页] [上页] [1] [2] [3] [4] [5] [6] [下页] [尾页]