2015-09 录入机床产品,产品索引
https://www.158jixie.com
-
机器人系统
机器人Multi-ERM可服务于一台或两台机床。料仓容量大。传送重量:80 kg。机器人系统ERS配置灵活。可用于所有加工工艺。可服务于多台机床。传送重量:130/200 kg。
-
测量系统
3D预调站用于工件和电极的预调站。进行数显数据的处理和传输。也可进行品质控制。2D预调站用于电极制造的预调站。读取数显偏移值数据,并进行数据传输。
-
工件夹持系统
EROWA工件夹持系统是通用型的,可应用于各类加工。只需考虑托板尺寸,夹紧力,定位精度这些方面。
-
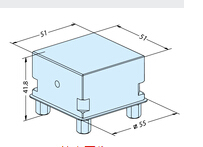
ITS工件托板
ER-032730托板套装ø 115 MS 一套4个,规格标准型,带磨削式定位片。应用电火花中电极和工件的装夹。安装用4个M8螺钉穿过托板或用4个M10螺钉穿过坯料。
-
-
立式珩磨机MVR060EH
立式珩磨机MVR060EH无级可调扩程位置。配有起始控制器的导入杆。超过1mm的扩程长度,可进行无级调节。扩孔微调系统和自动扩程。
-
-
立式珩磨机MVRL160
通孔与盲孔两用珩磨机,垂直行程运动。珩磨直径范围为1.5至20 mm,若需珩磨更大直径孔腔,请与制造商联系。
-
卧式珩磨机MRL250
卧式珩磨机MRL250各种编程屏幕之间的轻松导航。从珩磨周期开始到最终直径及其回程,持续显示珩磨扩孔进程读数。
-
MDR240_NC卧式珩磨机
MDR240_NC卧式珩磨机数控单元具有以下功能:电机主轴转速为150-2500 RPM;电机扩程速度为0-180↔/min.;每根主轴分别从Φ5mm开始单独快速/慢速珩磨;
-
-
手动式MDR 120珩磨机
手动式MDR 120珩磨机可通过机械限位在所有扩张单元上获得所需直径。重复精密度在0,001 mm (.00004")以内。
-
卧式珩磨机MDR140_NC
卧式珩磨机MDR140_NC数控单元具有以下功能:主轴转速为150-2500 RPM。扩程速度为0—220··/min。从Ø 5 mm开始自动快速/慢速珩磨。扩张速度为2 – 300秒。
-
-
-
ITS组合工夹具系统 ITS卡盘
ITS气动主轴卡盘,ER-007521 自动快速卡盘特点为规格标准型。夹紧力最大至2500 N。连接在背面。应用用于有自动电极交换装置的电火花成型机床、自动装料的机床和生产线。
-
闭式双点数控伺服压力机
先进的设计理念,采用进口伺服电机,性能极佳。
智能触摸屏显示,冲压模式广,编程数据任意输入。
无飞轮、无离合器-制动器,冲压操作更安全、灵活。
冲压无空转切回转速度可变,制动电流小,滑块上下运动实现微动操作,精度达到0.01mm。
冲压拉伸过程震动小,零件不会产生褶皱,传动系统简单,噪音小,实现静音冲压。
电机减速时采用电磁制动,通过电容的设置可以产生再生能源来积储能量回收,正常情况下节电70%-80%。
运动曲线单独编程,优化成型工艺过程,配自动化工艺简单,安全、大幅提高产品的精度和效益。
冲压速度快,精度高,符合JIS1级冲床标准。
-
闭式单点数控伺服压力机
特点
● 先进的设计理念,采用进口伺服电机,性能极佳
● 智能触摸屏显示,冲压模式广,编程数据任意输入
● 无飞轮、无离合器-制动器,冲压操作更安全,灵活
● 冲压无空转且回转速度可变,制动电流小,滑块上下运动实现微动操作,精度达到0.01mm
● 冲压拉伸过程震动小,零件不会产生褶皱,传动系统简单,噪音小,实现静音冲压
● 电机减速时采用电磁制动,通过电容的设置可以产生再生能源来积储能量回收,正常情况下节电70%-80%
● 运动曲线单独编程,优化成型工艺过程,配自动化工艺简单,安全,大幅提高产品的精度和效益
● 冲压速度快,精度高,符合JIS1级冲床标准
-
自动化生产线
自动化流水生产线,是典型的合并多道工序以提高产量的流水作业线。生产线包括厂房内分布的各个工作点,由负责输送加工件的机械化运送系统串连在一起。在钻孔、切削、碾磨作业情况下,更确切的名称为输送线或传送机。其中,自动化焊接作业线的发展势头较好。
-
数控金属切割设备
CMF的切割设备现已广泛用于航天、环境、汽车、船舶、国防、铁路、能源等行业。我们根据各行业客户的特殊要求,设计并制造最合适的切割机,且通常用于成套生产线上。
共221条记录,每页显示20条,当前第5/12页
[首页] [上页] [2] [3] [4] [5] [6] [7] [下页] [尾页]