无心磨床,各国专业品牌无心磨床产品、厂家、价格咨询-158机床网
https://www.158jixie.com
-
M7130G 系列卧轴矩台平面磨床
M7130G 系列卧轴矩台平面磨床 包括型号M7130G/F、M7130G/FG、M7130x16G/F卧轴矩台平面磨床,它是在M7130G的基础上改进提高的新产品,适用于机械制造行业磨削各种零件的平面。
-
M1040无心磨床
M1040无心磨最大磨削直径:Φ40毫米
M1040无心磨最小磨削直径:Φ2毫米
M1040无心磨床最大磨削长度:纵磨140毫米 横磨:120毫米
砂轮尺寸: 350*125*127毫米
导轮尺寸: 250*125*75毫米
工件最大重量:1.2公斤
工件精度:圆度:0.002毫米 圆柱度:0.003毫米
粗糙度:Ra≤0.32微米
-
M1080C无心圆磨床
M1080C无心圆磨床的性能特征
M1080C型可贯穿磨削和切入磨削,磨削各种圆柱型零件,适用于成批生产及大量生产
最大磨削直径:Φ80毫米 最小磨削直径:Φ5毫米
最大磨削长度:纵磨180毫米 横磨140毫米
最大工件重量:4.5公斤 砂轮尺寸500×150×305毫米
导轮尺寸: 300×150×127毫米
砂轮转速:1300转/分 导轮转速:13-94转/分(8级)
试件精度:圆度:0.002毫米 圆柱度:0.003毫米
粗糙度: Ra≤0.32微米
-
MK10100数控无心磨床
MK10100数控无心磨床用途及性能特点:
MK10100数控无心磨床为数控成型无心磨床,适用于大批量磨削精度的成型零件。
采用西门子810M数控系统,具有两根伺服轴和一个可编程主轴,分别执行导轮架进给,金刚笔进给修整砂轮及导轮的驱动。
机床可进入自动磨削循环,砂轮被修除的量,会自动地垒加在X轴量上,以连续加工出全格的零件。
砂轮和导轮主轴采用贴塑导轨,卸荷力大小可调整的机械卸荷装置;进给机构由伺服电机及滚珠丝杆传动,从而保证了较高的重重定位精度。配备有砂轮自动动平衡装置。
根据用户要求:
可选择选用金刚石滚轮修整砂轮或金刚笔仿型修整砂轮机构;
机床还可配备各种结构的上、下料装置和自动计数装置、自动检测装置、吸雾装置等。
-
3M6040圆锥滚子无心磨床
3M6040圆锥滚子无心磨床用途及性能特点:
3M6040圆锥滚子无心磨床是为满足轴承行业大尺寸锥形滚子外圆磨削而开发的新产品。生产效率高,适合于成批大量生产。
砂轮主轴与导轮主轴均采用双支承结构,主轴支承采用带内锥双列圆柱滚子轴承,使用方便;由于采用预紧等措施,既可以提高主轴系统刚性,又可以得到预期的回转精度。
选用400毫米宽砂轮,充分保证工件在磨削区有更多的机会被磨削,这对于提高磨削精度和磨削效率是非常有利的。
进给机构采用直线滚动导轨和滚动丝杆副,进给灵敏,直流伺服电机和谐波减速器驱动,进给量可达1微米。除了可进行常规的定量进给外,还可以进行补偿磨削,保证在磨削过程中,虽然砂轮磨损,而零件尺寸一致性不受影响,补偿磨削量可根据砂轮自锐性而确定。
砂轮更换只需松开紧固的螺钉,按压按纽,砂轮架罩壳便会抬升,更换砂轮极为方便。
随机带有滚子送料装置
随机可带砂轮自动平衡装置
可选择提供工件提料装置
-
M10200无心磨床
M10200无心磨床用途及性能特点:
M10200无心磨床可磨削圆柱体、圆锥体及成型旋转体等零件,适用于成批生产及大量生产。
砂轮主轴由五片球支承短轴支承;导轮主轴采用双支承形式,由四片球支承短轴瓦支承,导轮工作转速采用交流变频无级变速。
进给导轨采用静压导轨,进给丝杆采用双螺母滚珠丝杆,以提高进给精度。
附有砂轮和导轮修整器。
根据用户要求,可选择配置切入进给机构。该机构由液压系统带动导轮的切入进给和快退、推料等动作。
-
M1080B 无心磨床
M1080B 无心磨床用途及性能特点:
M1080B 无心磨床可成批和大量磨削圆柱形、圆锥形及回转成形工件的外圆,广泛适用于轴承、工具、内燃机配件、修理等行业。
砂轮主轴采用五片瓦楔形油膜轴承;导轮主轴前端轴承采用锥面滑动径向轴承,后轴承采用
机床可选择横进给托架及推料机构。
-
M1083A 无心磨床
M1083A 无心磨床用途及性能特点:
M1083A 无心磨床可成批和大量磨削圆柱形、圆锥形及回转成形工件的外圆,广泛适用于轴承、工具、内燃机配件、修理等行业。
M1083A 无心磨床砂轮主轴采用五片瓦楔形油膜轴承;导轮主轴前端轴承采用锥面滑动径向轴承,后轴承采用径向推力组合球轴承;横进给机构采用含氟贴塑导轨;砂轮、导轮修整器均为液压传动,并附有仿形装置。
机床可供选择横进给切入磨托架。
-
MM1080精密无心磨床
158机床网--用途及性能特点:
可成批和大量磨削各种高精度的圆柱体、圆锥体及回转成形工件的外圆。
砂轮架采用套筒式悬臂支承结构,导轮采用可拆式双式支承结构,砂构和导轮主轴均采用短四片可倾瓦油膜轴承,托架采用组合式V形托板,可在垂直平面内回转和升降,进给机构采用贴塑导轨,并设有机械卸荷装置和定量补偿装置,可实现半自动磨削循环。
砂轮主轴可选择配备动平衡仪装置。
根据磨削的零件,可配备各种接、送料架及长工件送料装置。
多台机床及配备接、送料架装置,可组成汽车、摩托车避振杆磨削生产线。
-
MM1083精密无心磨床
158机床网--用途及性能特点:
可成批和大量磨削各种高精度的圆柱体、圆锥体及回转成形工件的外圆。
砂轮架采用套筒式悬臂支承结构,导轮采用可拆式双式支承结构,砂构和导轮主轴均采用短四片可倾瓦油膜轴承,托架采用组合式V形托板,可在垂直平面内回转和升降,进给机构采用贴塑导轨,并设有机械卸荷装置和定量补偿装置,可实现半自动磨削循环。
砂轮主轴可选择配备动平衡仪装置。
根据磨削的零件,可配备各种接、送料架及长工件送料装置。
多台机床及配备接、送料架装置,可组成汽车、摩托车避振杆磨削生产线。
-
M1040无心磨床
158机床网--用途及性能特点:
本机床适用于磨削圆柱体,圆锥体及成形回转体等零件,特别适用于成批大量生产。
机床砂轮主轴采用动压轴承,其径向轴承采用四块可倾短瓦结构,轴向采用平面滑动轴承;
导轮主轴前轴承采用内锥六油腔阶梯式动压轴承,后轴承采用一组角接触球轴承;导轮轮速采用交流变频实现无级调速。
机床采用切入磨削时,可实现半自动切入循环及自动切入循环及自动切入循环。根据用户要求,砂轮主轴轴承可采用滚动轴承结构。
-
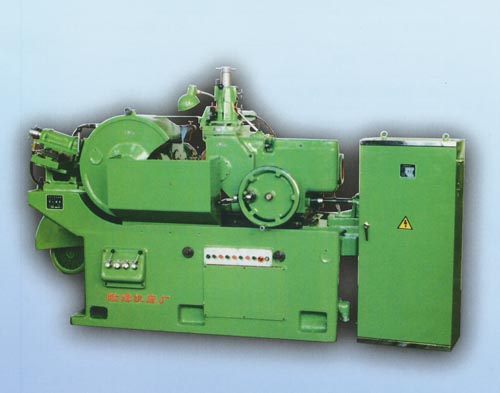
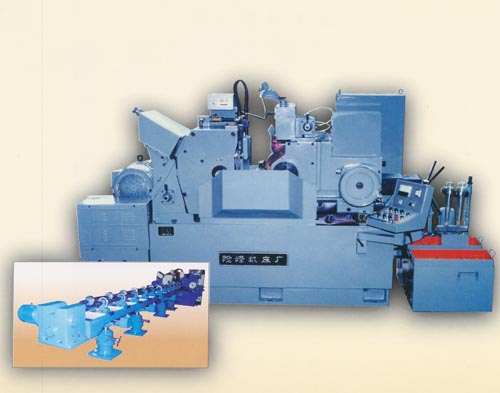
WX1013型芯轴沟道无心磨床
WX1013型芯轴沟道无心磨床为磨削皮辊芯轴的四沟及小外圆的专用无心磨床,砂轮采用金刚滚轮修整伺服电机进给,能自动修整和自动补偿。导轮进给导轨为双V型滚针导轮,采用伺服电机进给,能与砂轮修整相互补偿。WX1013型芯轴沟道无心磨床配有自动上下料机构,能进行自动循环磨削
-
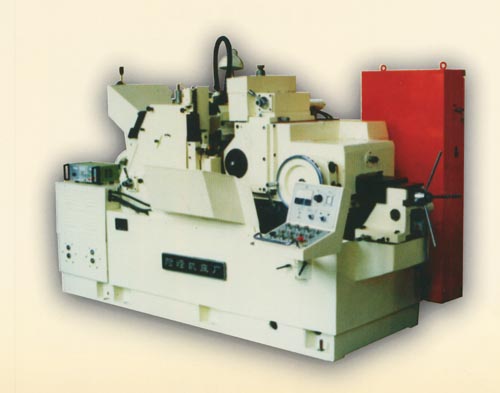
WX1010型针阀自动无心磨床
WX1010型针阀自动无心磨床为磨削针阀圆柱表面及圆锥外表面的自动无心磨床。磨削方法为切入成型无心磨削。砂轮采用仿形修整,能自动修整和自动补偿,导轮进给导轨为双V型滚针导轮,能与砂轮修整相互补偿。WX1010型针阀自动无心磨床配有自动上料机构,固定体能自动后退实现下料,能进行自动循环磨削。
-
供应M1080B无心磨 无心磨床
临海精源机床,所有磨床多为人工铲刮,保证磨床的精度的稳定和高标准要求。
临海市精源机床设备厂售后服务承诺:欢迎新老客户来电咨询,免费保修一年,终身技术支持.省内24小时人员到达,省外48小时人员到达.
临海市精源机床设备厂专业生产MT1040A、MMT1040A精密型、M1080B、M1083A无心磨床,
M2110C、M2120A、M250A内圆磨床,MA6025万能工具磨床、CZ9206自动数控车床的生产企业.
以信誉求生存,专业生产制造,值得信赖,精源机床. 竭诚为您服务.
联系人:林志卫 QQ:287404898 联系电话:18958659856,0576-85283970.
以优越的产品性能,合理的价格和完善的售后服务来赢得客户!
-
-
供应MT1040A无心磨 无心磨床
临海精源机床,所有磨床多为人工铲刮,保证磨床的精度的稳定和高标准要求。
临海市精源机床设备厂售后服务承诺:欢迎新老客户来电咨询,免费保修一年,终身技术支持.省内24小时人员到达,省外48小时人员到达.
临海市精源机床设备厂专业生产MT1040A、MMT1040A精密型、M1080B、M1083A无心磨床,
M2110C、M2120A、M250A内圆磨床,MA6025万能工具磨床、CZ9206自动数控车床的生产企业.
以信誉求生存,专业生产制造,值得信赖,精源机床. 竭诚为您服务.
联系人:林志卫 QQ:287404898 联系电话:18958659856,0576-85283970.
以优越的产品性能,合理的价格和完善的售后服务来赢得客户!
-
-
-
-
共212条记录,每页显示20条,当前第7/11页
[首页] [上页] [4] [5] [6] [7] [8] [9] [下页] [尾页]