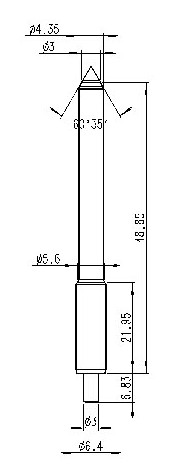
本机床为磨削针阀圆柱表面及圆锥外表面的自动无心磨床。磨削方法为切入成型无心磨削。砂轮采用仿形修整,能自动修整和自动补偿,导轮进给导轨为双V型滚针导轮,能与砂轮修整相互补偿。机床配有自动上料机构,固定体能自动后退实现下料,能进行自动循环磨削。
■加工对象
■主要规格
砂轮规格
P500x150x305
导轮规格
PSA300x150x127
砂轮转速
1650r/min
导轮转速
10-290r/min
砂导轮中心连线至托架底面距离
200mm
■加工精度
第一磨削外圆圆度φ4.35mm
0.002mm
第二磨削外圆圆度φ6.4mm
圆锥的圆度
圆锥面的跳动度
0.008mm
粗糙度
Ra0.4μm