电火花线切割机床,电火花线切割机床厂家及产品信息尽在158机床网-电火花线切割机床专栏
https://www.158jixie.com
-
-
FH-300C高精度数控线切割机床
本机主要特点
工控系统---换装工业级控制电脑,整体系统使用更加稳定。
实用环保---加装折叠式二层封闭水槽,一键锁定,避免工
作液外溅。
锥度装置---使用线轨加强型锥度装置,令锥度工件切割定
位更加精准。
过滤改进---采用新一代设计多层过滤装置,大幅延长工作液使用周期。
技术上的提高,使用上的便捷,维护上的降低。
-
FH-300B高精度数控线切割机床
高精度---采用台湾进口高等级直线导轨及滚珠丝杠副,配合高强度机体结构设计。
高效低损---采用专利技术设计的放电脉冲电源,效率大幅提高,电极丝损耗明显降低。
操控便捷---标配复合工件夹具,适合不同形状工件多点位置安装加工,并有高精度光学数显,实现X,Y,Z三轴(选配)实时跟踪。
智能化控制---中文菜单人机对话,只需输入切割高度,加工要求,电极丝直径三种参数,系统自动生成数据,无需人工调节。
可使用多种切割方式,实现2-4次多刀切割,辅以专利技术设计上下双紧丝装置,使工件最终切割效果可媲美慢走丝机床。
-
FH-300A高精度数控线切割机床
高精度---采用台湾进口高等级直线导轨及滚珠丝杠副,配合高强度机体结构设计。
高效低损---采用专利技术设计的放电脉冲电源,效率大幅提高,电极丝损耗明显降低。
操控便捷---标配复合工件夹具,适合不同形状工件多点位置安装加工,并有高精度光学数显,实现X,Y,Z三轴(选配)实时跟踪。
智能化控制---中文菜单人机对话,只需输入切割高度,加工要求,电极丝直径三种参数,系统自动生成数据,无需人工调节。
可使用多种切割方式,实现2-4次多刀切割,辅以专利技术设计上下双紧丝装置,使工件最终切割效果可媲美慢走丝机床。
-
M系列线切割
1972年、世界で初めてCNCワイヤ放電加工機が西部電機から誕生しました。
1本の電極線が、金属を微細に、滑らかに、思いのままに加工していく・・・
その精度の高さは、私たちが変わることなく守り続けてきた伝統の技へのこだわりがあるからだと自負しています。
これからもCNCワイヤ放電加工機の先駆者として継承すべき技術を大切にしながら、革新技術を取り入れる、その繊細さと大胆さをいかして、さらなる極みを追求します。
-
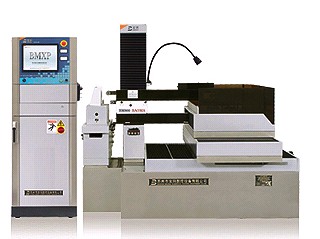
BM系列闭环控制中走丝切割加工机BM100X80
采用日本进口伺服系统,台湾进口三轴直线导轨[Z轴选配]、滚珠丝杠;
采用BMXP智能型编控系统,具有螺距补偿功能;
Z轴自动升降,具有贴面加工功能;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗。
-
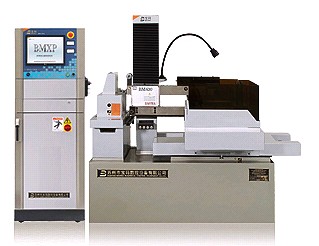
BM系列闭环控制中走丝切割加工机BM800
采用日本进口伺服系统,台湾进口三轴直线导轨[Z轴选配]、滚珠丝杠;
采用BMXP智能型编控系统,具有螺距补偿功能;
Z轴自动升降,具有贴面加工功能;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗。
-
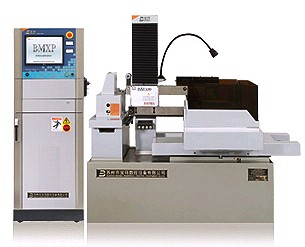
BM系列闭环控制中走丝切割加工机BM630
采用日本进口伺服系统,台湾进口三轴直线导轨[Z轴选配]、滚珠丝杠;
采用BMXP智能型编控系统,具有螺距补偿功能;
Z轴自动升降,具有贴面加工功能;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗。
-
BM系列闭环控制中走丝切割加工机BM500
采用日本进口伺服系统,台湾进口三轴直线导轨[Z轴选配]、滚珠丝杠;
采用BMXP智能型编控系统,具有螺距补偿功能;
Z轴自动升降,具有贴面加工功能;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗。
-
BM系列闭环控制中走丝切割加工机BM400
采用日本进口伺服系统,台湾进口三轴直线导轨[Z轴选配]、滚珠丝杠;
采用BMXP智能型编控系统,具有螺距补偿功能;
Z轴自动升降,具有贴面加工功能;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗。
-
BM系列闭环控制中走丝切割加工机BM320
采用日本进口伺服系统,台湾进口三轴直线导轨[Z轴选配]、滚珠丝杠;
采用BMXP智能型编控系统,具有螺距补偿功能;
Z轴自动升降,具有贴面加工功能;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗。
-
环保型中走丝线切割
采用BMXP编控一体化软件,系统操作平台为WINDOWSXP,可嵌入式的控制系统,实现与多种设计软件无缝连接;
机床铸件体都采用树脂砂铸造技术铸造,两次高温退火处理,确保机械精度的恒久不变;
凭借着XP强大的网络功能,可实现数据交流和远程控制;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗。
机床运丝部件封闭设计,避免工作液外泄,符合环保要求,并配置机动升降。
-
DK77160X160型中走丝线切割加工机
采用BMXP编控一体化软件,系统操作平台为WINDOWSXP,可嵌入式的控制系统,实现与多种设计软件无缝连接;
机床铸件体都采用树脂砂铸造技术铸造,两次高温退火处理,确保机械精度的恒久不变;
凭借着XP强大的网络功能,可实现数据交流和远程控制;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗
-
DK77130X150型中走丝线切割加工机
采用BMXP编控一体化软件,系统操作平台为WINDOWSXP,可嵌入式的控制系统,实现与多种设计软件无缝连接;
机床铸件体都采用树脂砂铸造技术铸造,两次高温退火处理,确保机械精度的恒久不变;
凭借着XP强大的网络功能,可实现数据交流和远程控制;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗
-
DK77120X200型中走丝线切割加工机
采用BMXP编控一体化软件,系统操作平台为WINDOWSXP,可嵌入式的控制系统,实现与多种设计软件无缝连接;
机床铸件体都采用树脂砂铸造技术铸造,两次高温退火处理,确保机械精度的恒久不变;
凭借着XP强大的网络功能,可实现数据交流和远程控制;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗
-
DK77100系列中走丝线切割加工机
采用BMXP编控一体化软件,系统操作平台为WINDOWSXP,可嵌入式的控制系统,实现与多种设计软件无缝连接;
机床铸件体都采用树脂砂铸造技术铸造,两次高温退火处理,确保机械精度的恒久不变;
凭借着XP强大的网络功能,可实现数据交流和远程控制;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗
-
DK7780型中走丝线切割加工机
采用BMXP编控一体化软件,系统操作平台为WINDOWSXP,可嵌入式的控制系统,实现与多种设计软件无缝连接;
机床铸件体都采用树脂砂铸造技术铸造,两次高温退火处理,确保机械精度的恒久不变;
凭借着XP强大的网络功能,可实现数据交流和远程控制;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗。
-
DK7763型中走丝线切割加工机
采用BMXP编控一体化软件,系统操作平台为WINDOWSXP,可嵌入式的控制系统,实现与多种设计软件无缝连接;
机床铸件体都采用树脂砂铸造技术铸造,两次高温退火处理,确保机械精度的恒久不变;
凭借着XP强大的网络功能,可实现数据交流和远程控制;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗。
-
DK7750型中走丝线切割加工机
采用BMXP编控一体化软件,系统操作平台为WINDOWSXP,可嵌入式的控制系统,实现与多种设计软件无缝连接;
机床铸件体都采用树脂砂铸造技术铸造,两次高温退火处理,确保机械精度的恒久不变;
凭借着XP强大的网络功能,可实现数据交流和远程控制;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗。
-
DK7740型中走丝线切割加工机
采用BMXP编控一体化软件,系统操作平台为WINDOWSXP,可嵌入式的控制系统,实现与多种设计软件无缝连接;
机床铸件体都采用树脂砂铸造技术铸造,两次高温退火处理,确保机械精度的恒久不变;
凭借着XP强大的网络功能,可实现数据交流和远程控制;
精准的数字化高频电源,阶梯脉冲波形,有效地提高切割效率,大大降低钼丝损耗。
共628条记录,每页显示20条,当前第8/32页
[首页] [上页] [5] [6] [7] [8] [9] [10] [下页] [尾页]